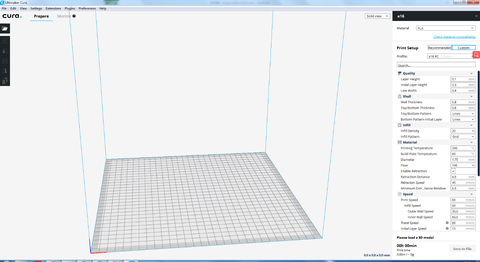
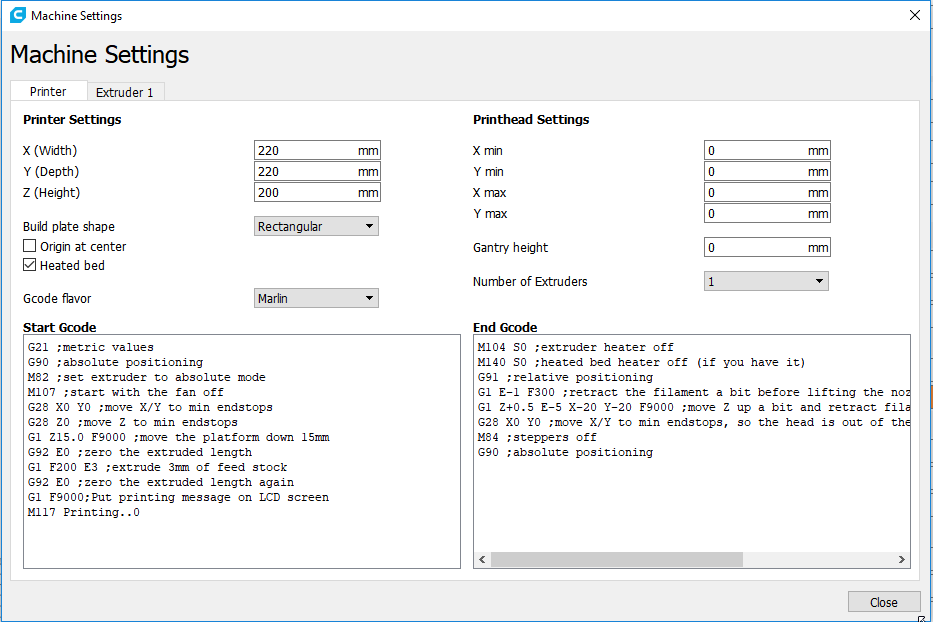
Первый запуск
Еще на этапе инсталляции программа предлагает вам выбрать язык и модель принтера. Как видите, основными в списке моделей являются Ultimaker, Printrbot и Lulzbot, однако Cura прекрасно работает и с оборудованием производства других брендов.
Хорошая новость для новичков в области 3D печати – по умолчанию сразу устанавливается режим quickprint, справиться с которым сможет даже ребенок.
Доступно 3 параметра качества печати:
- High – программа автоматически настраивает процесс и обеспечивает прекрасную детализацию. Единственный недостаток – длительное время прототипирования.
- Normal – более быстрый вариант при достойном качестве воспроизведения с нормальной точностью.
- Fast – минимум времени, но и минимум качества, идеальный вариант для печати черновых моделей.
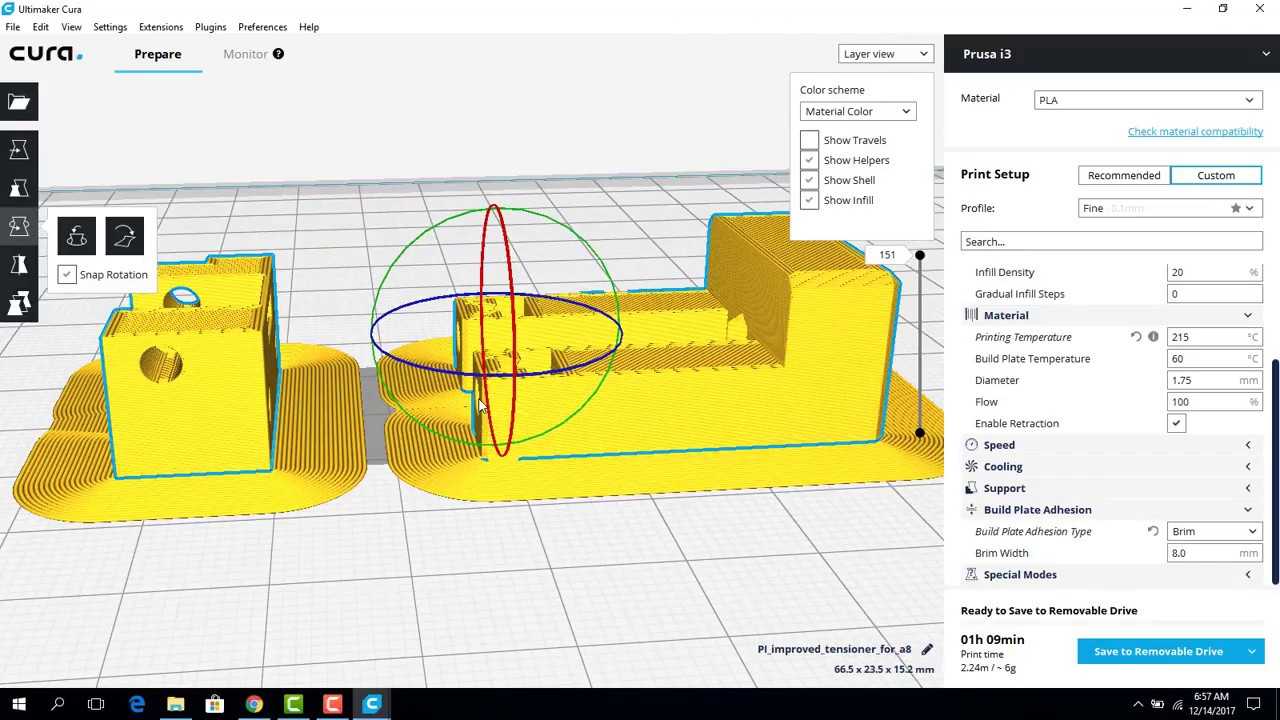
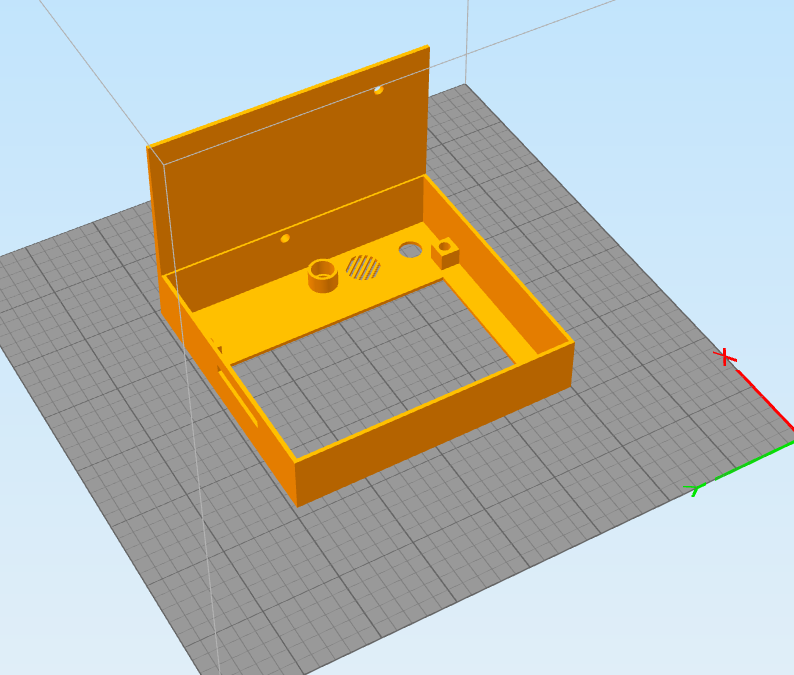
Для изготовления объектов со сложной геометрией (острыми выступающими частями, тонкими стенками, полыми фрагментами) рекомендуется использовать поддерживающие структуры. Для этого выберите (отметьте галкой) опцию Print support structure в разделе Other, и даже самая сложная модель нормально пропечатается. Справа на экране отображаются настройки для анализа объекта, внизу слева – инструменты для вращения и корректировки масштаба.

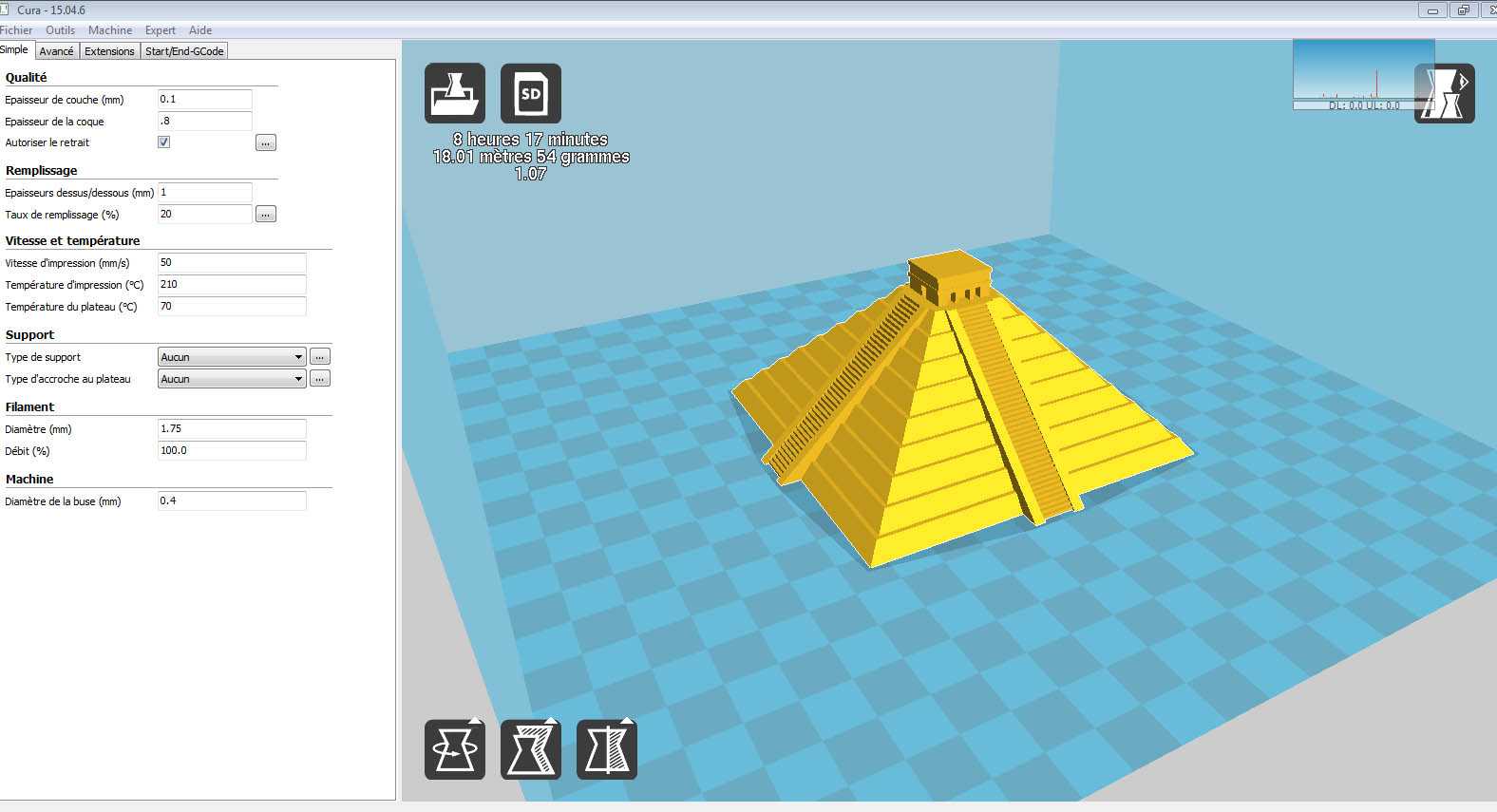
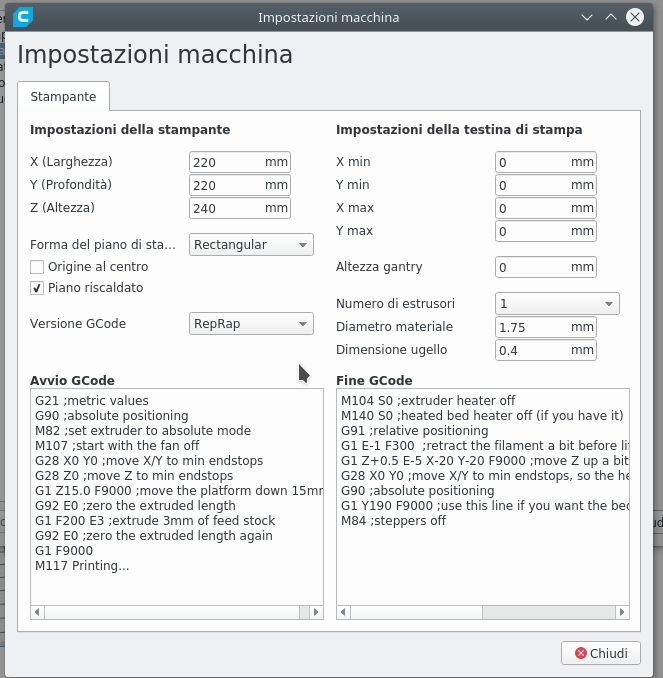
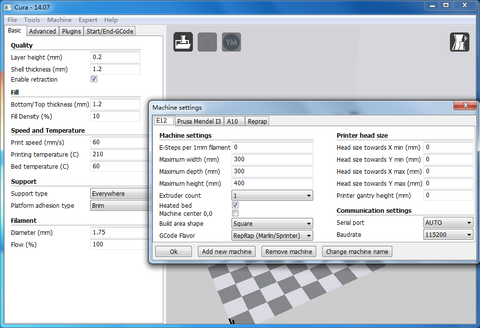
Перейдя в Full Settings, профессионалы могут перенастроить все под себя. Всего доступно 3 настраиваемых окна и режим эксперта, включить который можно нажатием комбинации ctrl+e. Стоит отметить, что и здесь все достаточно просто – параметры не настолько подробны, как в Repetier-Host, но это не значит, что Cura уступает ему в качестве.
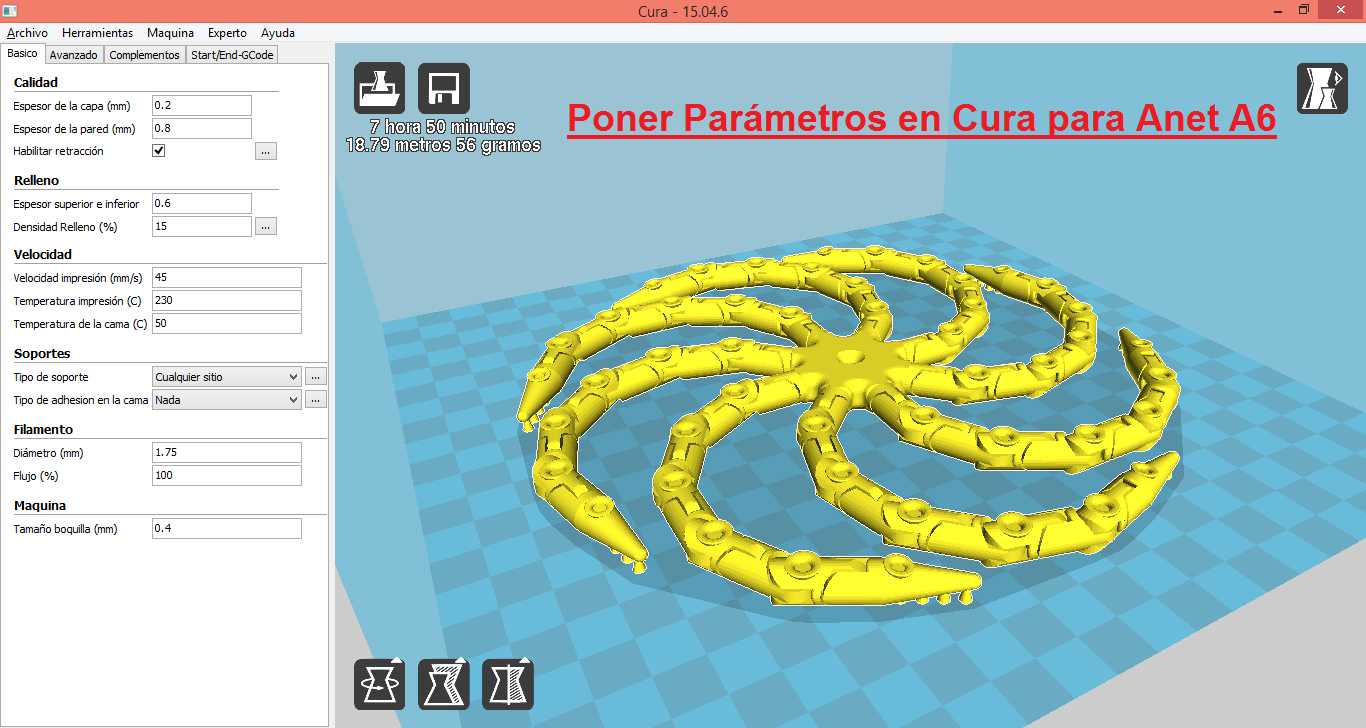
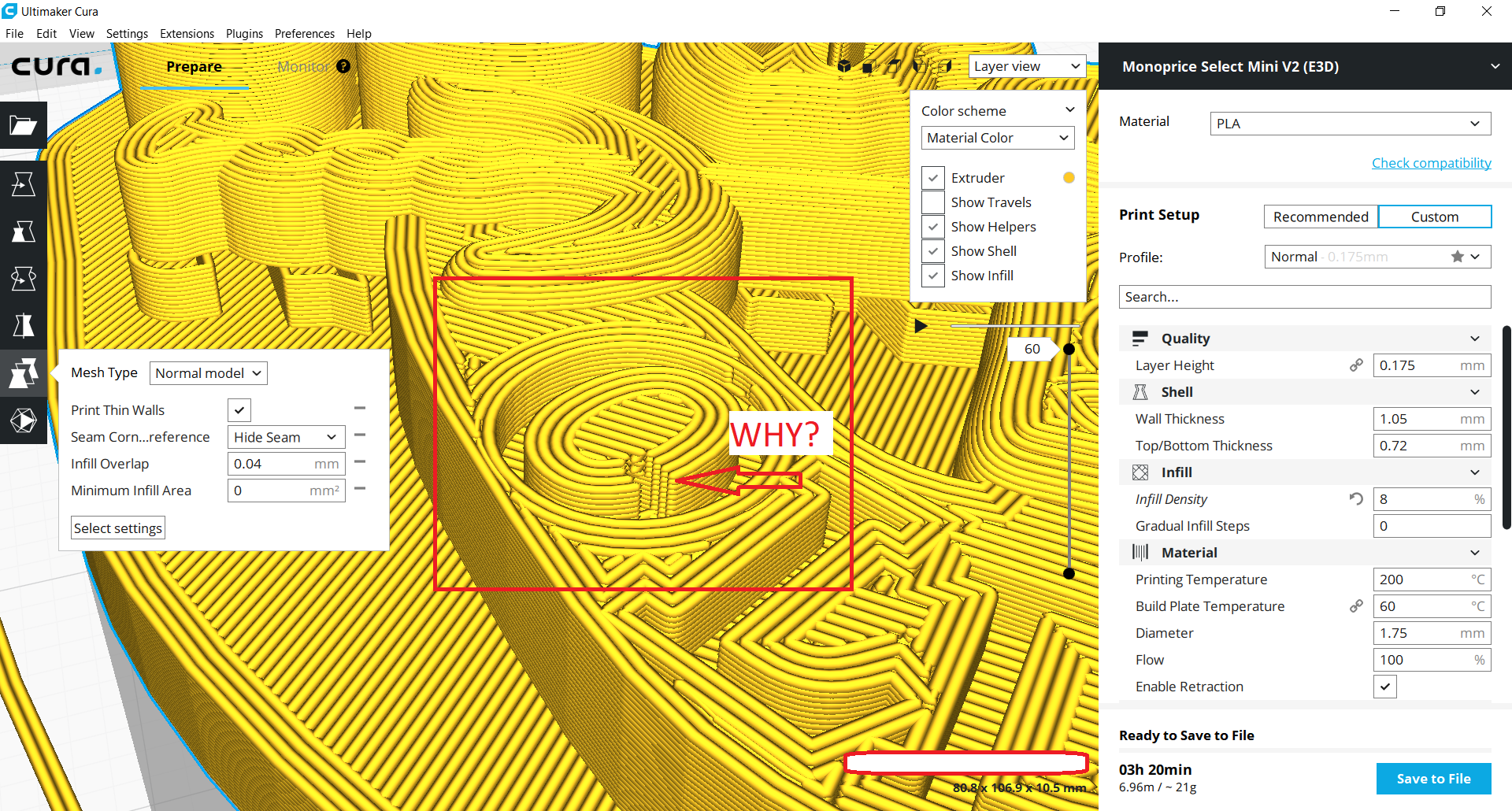
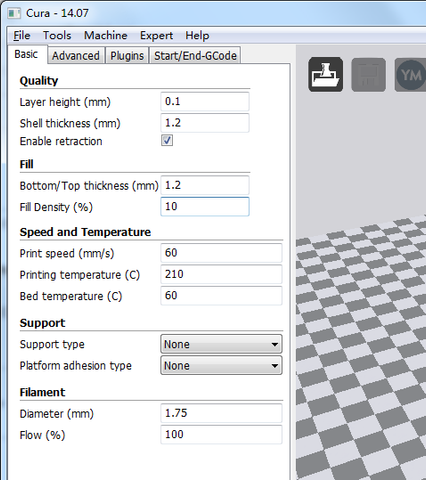
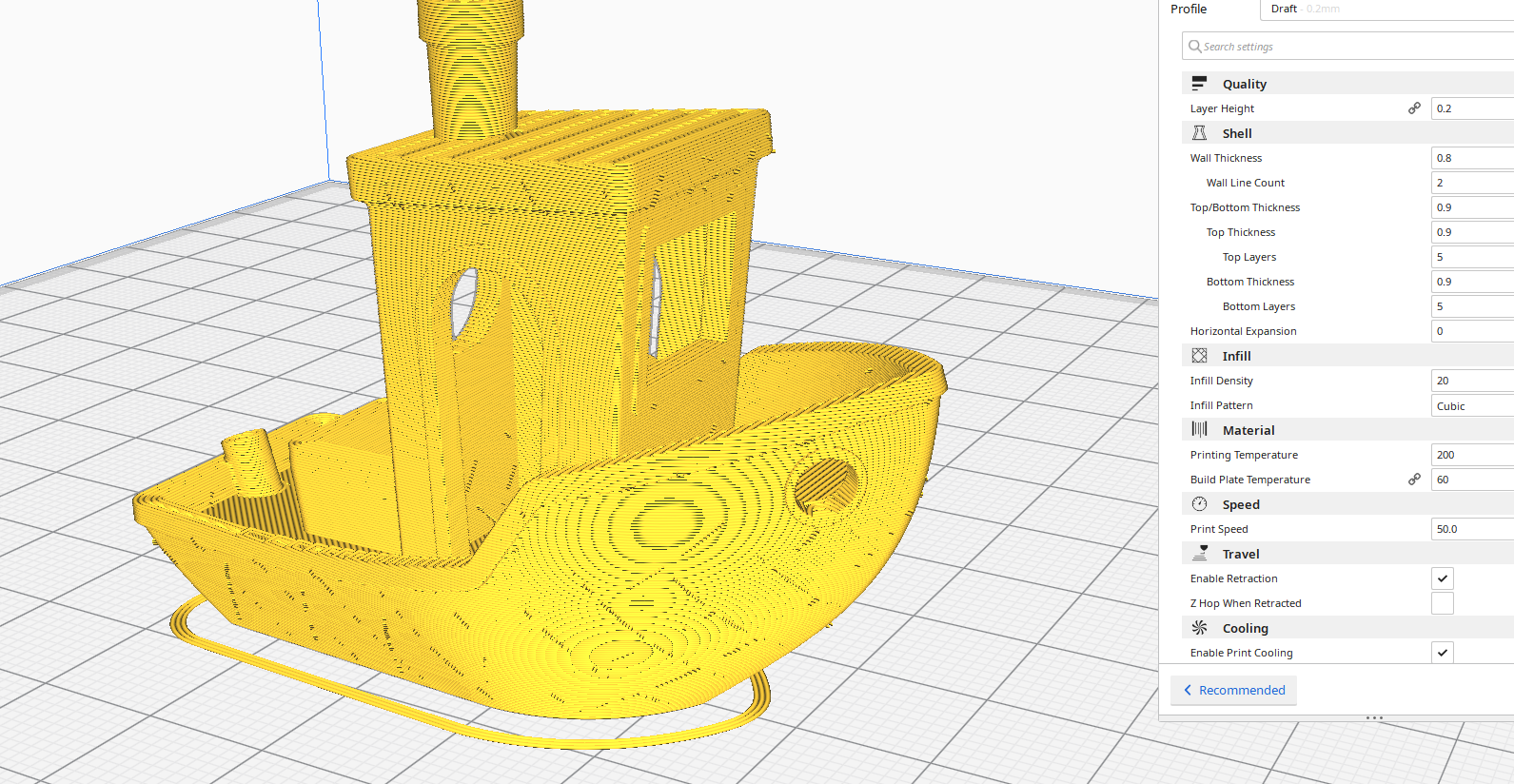
Вкладка Basic
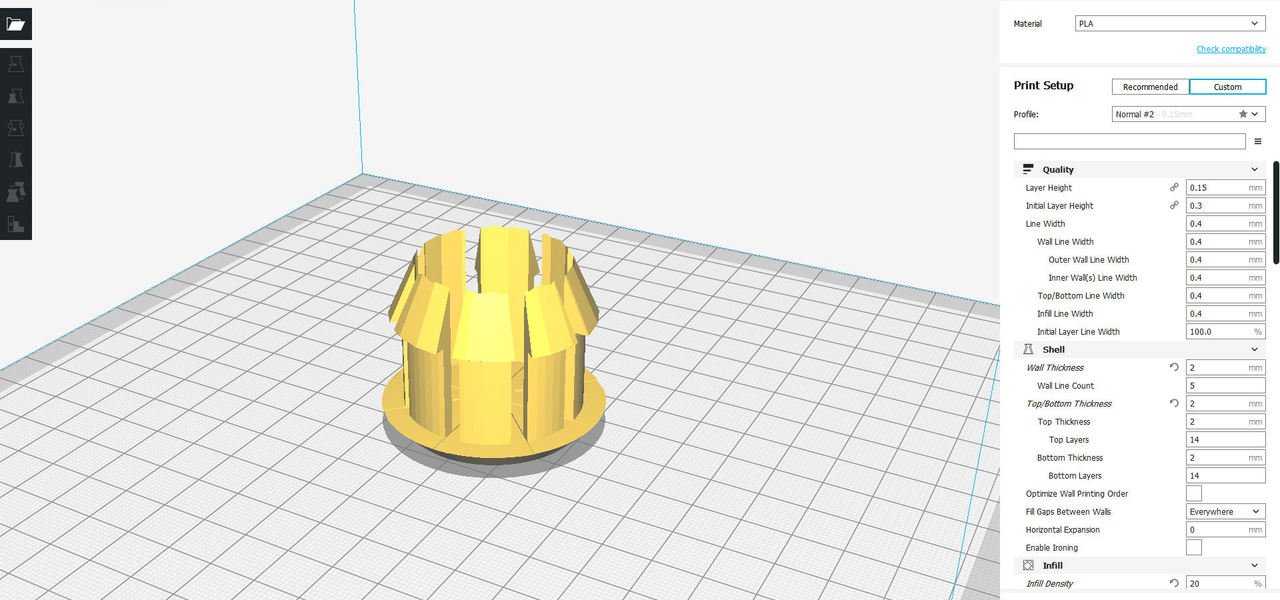
Трехмерная печать осуществляется в системе координат XYZ, и качество ее (Quality) зависит преимущественно от того, на сколько платформа печатающего устройства будет опускаться с каждым новым слоем выращивания.
Основные параметры:
- Layer Height (mm) определяет высоту каждого наносимого слоям в мм (например, 0,1 мм = 100 микрон). Чем больше значение, тем быстрее печать и тем грубее слой, что может отразиться на качестве поверхности и снизит детализацию. Большинство современных принтеров, в частности, Ultimaker 2, показывают отличные результаты при толщине 0,04-0,06 мм. Этого вполне достаточно, если к вашему объекту не предъявляются специфические требования.
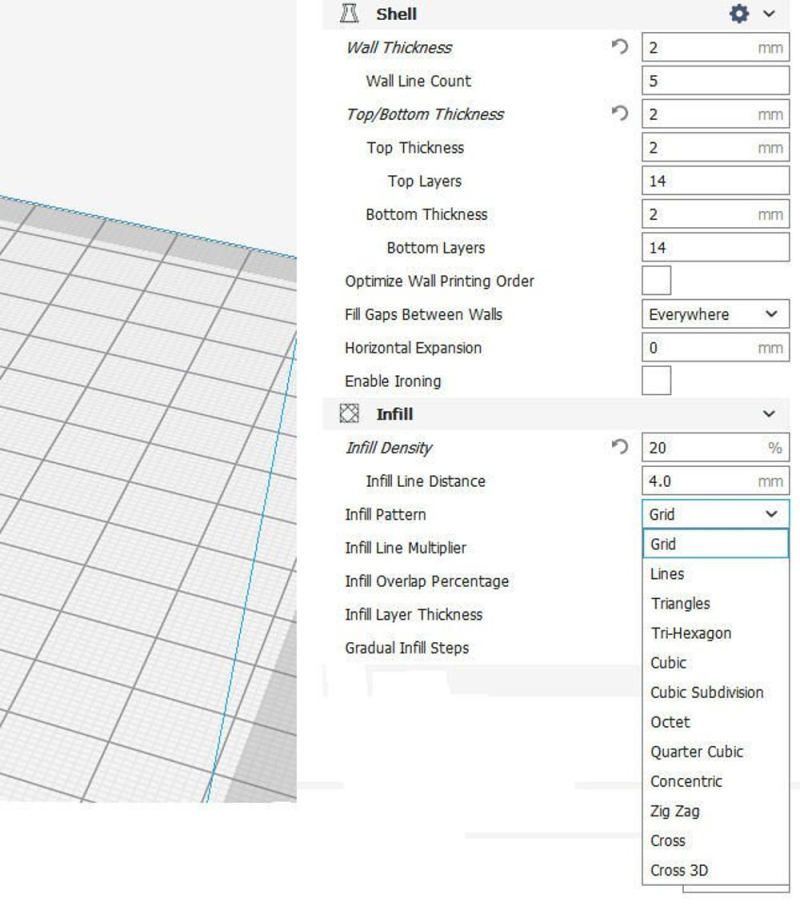
- Shell Thickness (mm) задает толщину стенок изделия – чем выше число, тем прочнее модель, для одной или тонкой стенки вполне достаточно 0,06 мм.
- Enable retraction – обязательная к использованию функция, включающая ретракцию (втягивание пластика в тех местах, в которых не производится печать).
- заполнению модели – Fill. Bottom/Top Thickness (mm) – это толщина основания и крышки изделия. От выбранного значения Fill Density(%) зависит какой будет ваша модель – цельной (100%) или полой (0%).
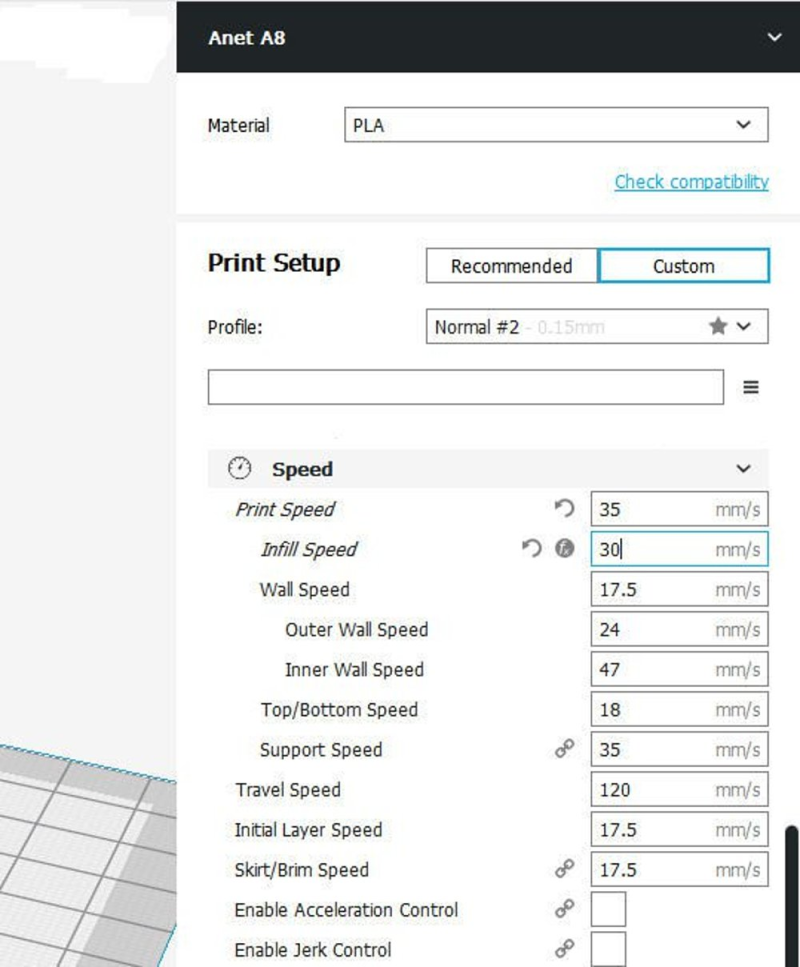
- Скорость и температура печати (Speed and Temperature) напрямую влияют на качество объекта. Здесь все просто — чем выше показатель Print Speed (mm/s), тем быстрее и хуже. В зависимости от устройства хорошие результаты достигаются при 50-100 мм/с, более точные данные можно получить опытным путем.
Для печати сложных изделий обязательно использование структур поддержки (Support):
- Параметр Support type позволяет отказаться от них (при выборе опции None), защитить от деформации только выступающие элементы (Touching Build plate) или весь объект (Everywhere).
- Platform Adhesion type определяет тип поддержки в зависимости от требований к адгезии к рабочему столу. Если вы хотите минимизировать риск отклеивания изделия или отклонения от вертикальной оси, выбирайте опцию Brim.
- При печати ABS пластиком и в случаях, если ваше устройство оснащено перфорированной рабочей платформой, рекомендуется создать дополнительную подушку между столом и моделью с помощью функции Raft.
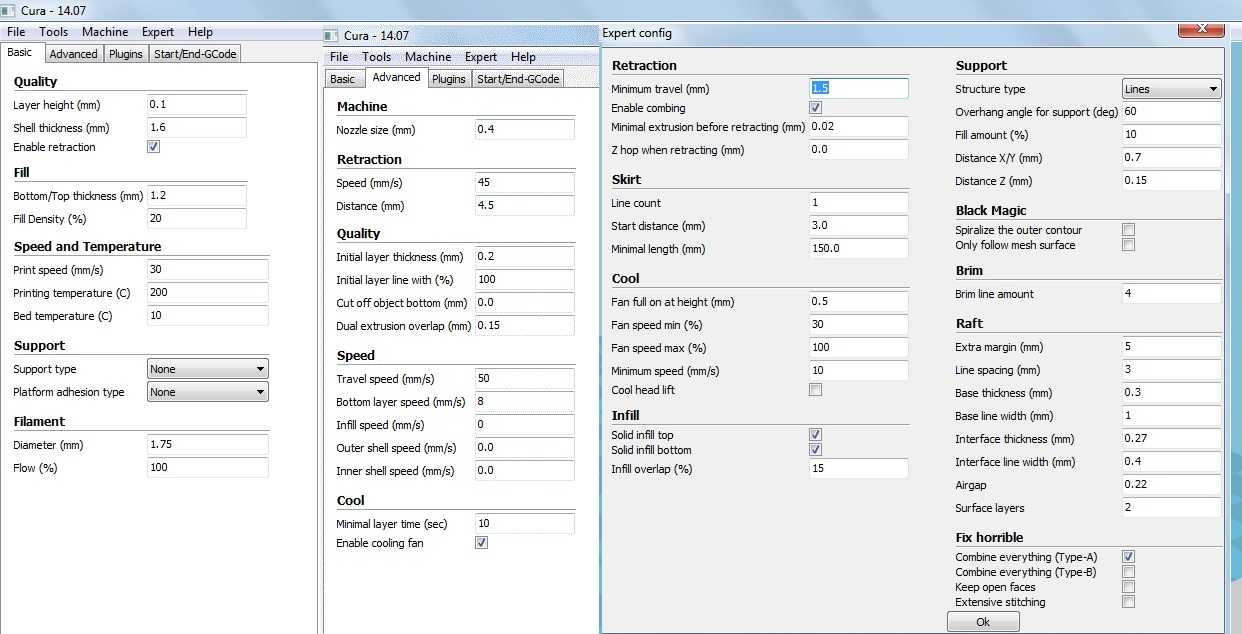
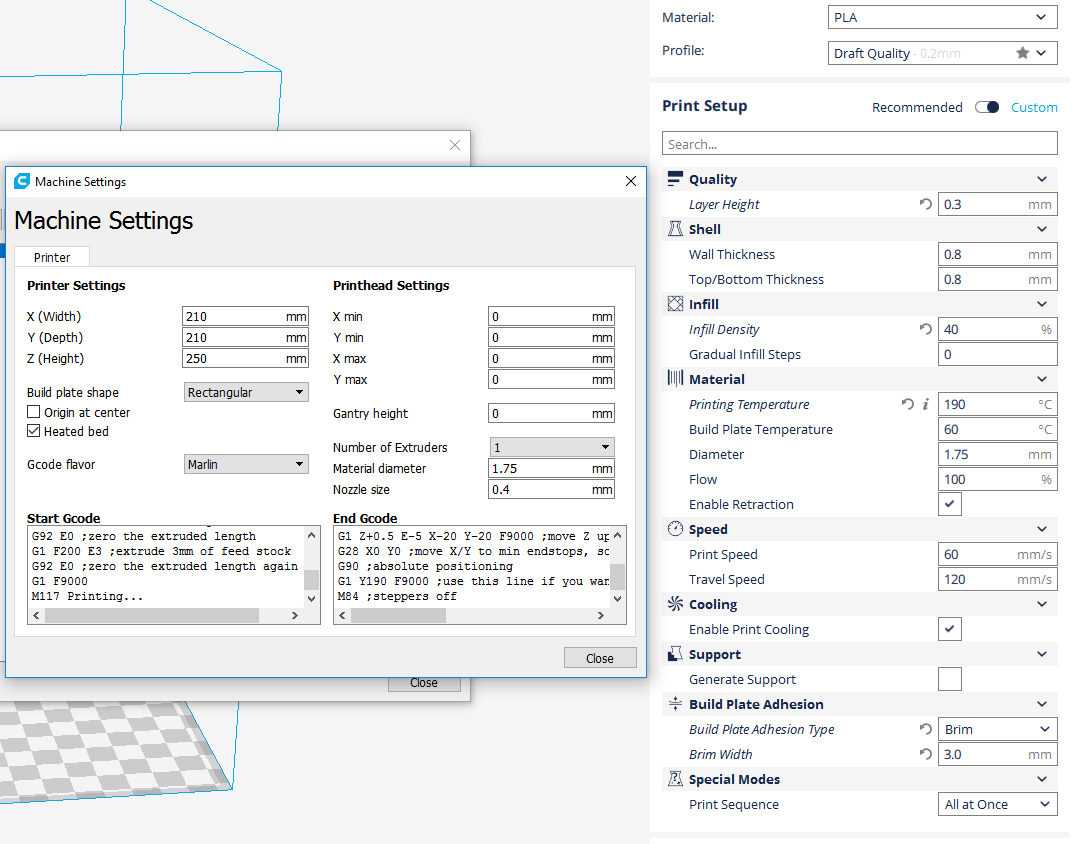
Вкладка Advanced
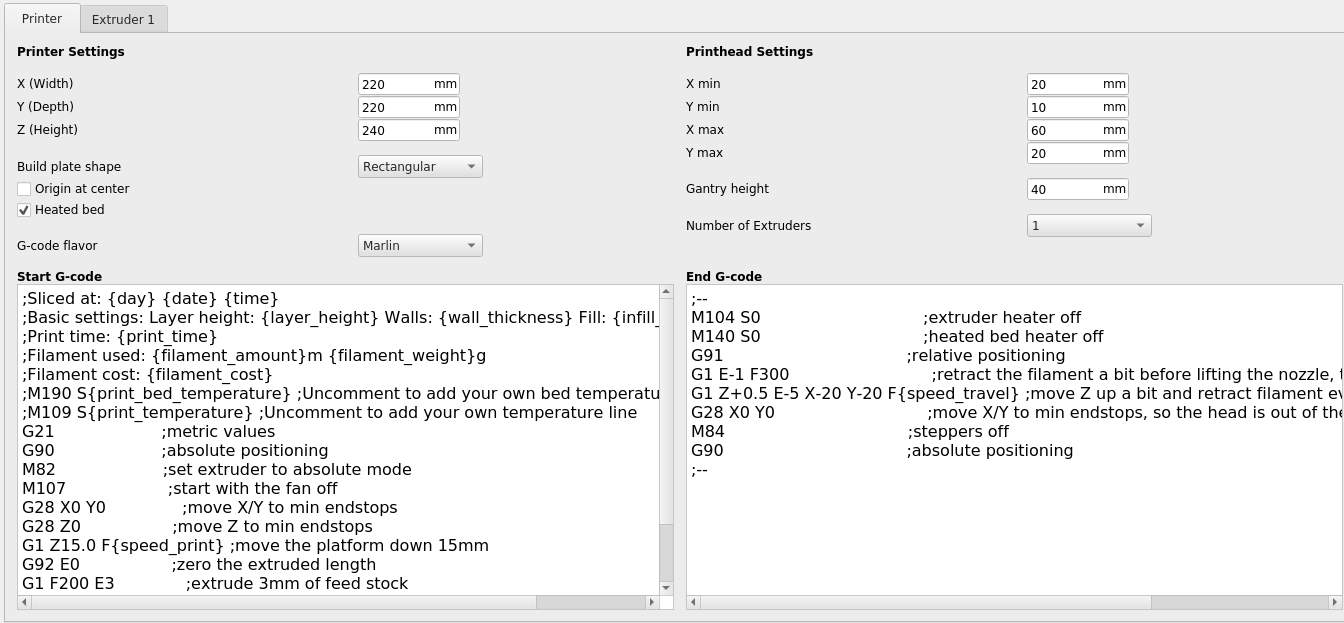
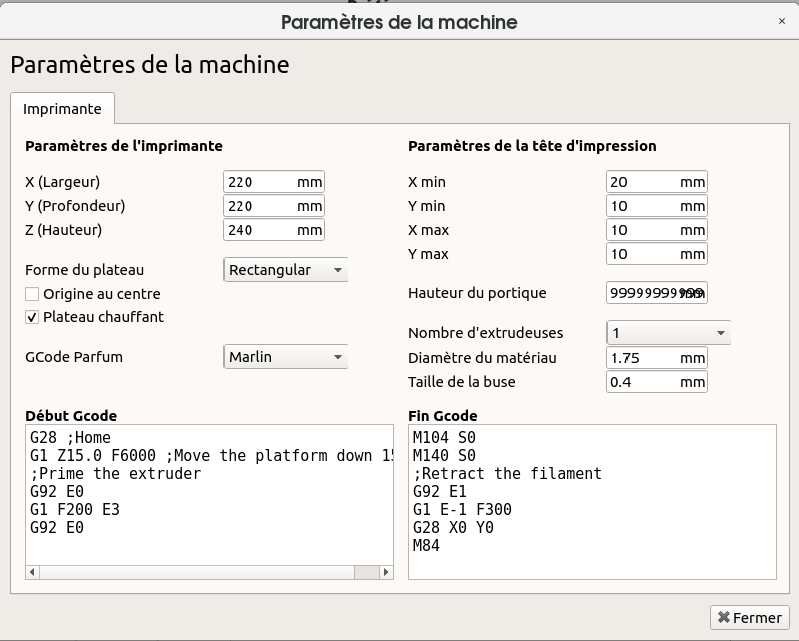
- В этой вкладке первым делом задается диаметр сопла экструдера — Nozzle size (mm). Для некоторых моделей он определен по умолчанию и равен 0,4 мм.
- От выбора Initial layer Thickness (mm), или высоты первого печатного слоя, зависит статичность положения модели на столе – чем больше, тем лучше она прилипнет. Оптимальным вариантом считается 0,3 мм, но если вы хотите, чтобы он был таким же, как и все остальные, стоит задать 0,0.
- Initial layer line width (%) определяет ширину экструзии этого самого первого слоя – 100% обеспечит наилучшее прилипание.
- Cut off object bottom (mm) позволит срезать объект в месте сцепления его основания со столом или «подушкой», созданной при помощи Raft.
- Travel speed (mm/s), или скорость движения экструдера вне области печати, лучше выбрать в пределах 90-150 мм/с в зависимости от возможностей принтера.
- От Bottom layer speed (mm/s) зависит скорость печати основания вашего объекта и качество его фиксации – 20 мм/с считается оптимальным показателем для большинства устройств.
- Infill speed (mm/s) регулирует скорость заливки изделия пластиком. При 0,0 мм/с она будет такой же, как и скорость самой печати, чтобы сократить время прототипирования достаточно несколько установить большее значение.
- Наконец, Outer shell speed (mm/s) и Inner shell speed (mm/s) регулируют скорость печати внешней и внутренней оболочки.
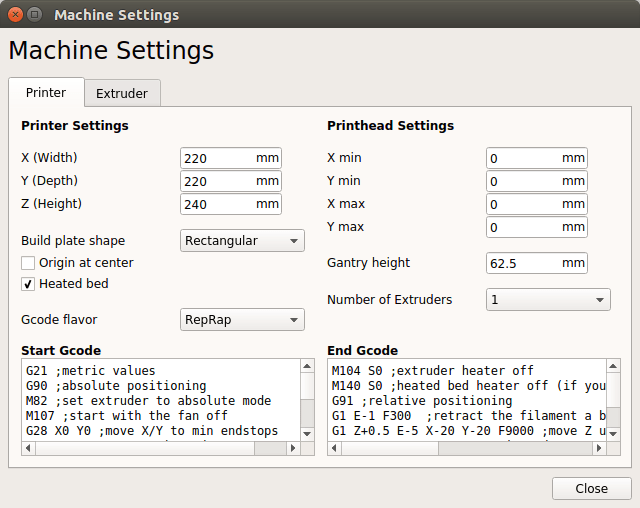
Вкладка Expert Config
Если вы используете экспертный режим печати, обязательно настройте ретракцию, контурный слой, работу кулеров и поддерживающие структуры, если таковые используются.
- Ретракция (Retraction) необходима для того, чтобы пластиковая нить втягивалась при выходе экструдера из печатной области. Для большинства FDM принтеров достаточно установить для Minimum travel (mm) 1 мм, галочка Enable Config должна быть обязательно включена.
- Минимальная экструзия пластика определяется при заполнении поля Minimal extrusion before rectracting (mm), нормальным считается 0,02 мм. Чтобы немного опустить стол в те моменты, когда головка проходит непосредственно над объектом, используйте Z hop when retracting (mm).
- Контурный слой (Skirt) создается вокруг изделия и позволяет проверить калибровку оборудования. Для начала задайте количество линий (Line count) – 1.
- Расстояние к объекту Start distance (mm) и минимальная длина Minimal length (mm) соответственно – 1 и 90 мм (для Ultimaker).
- От работы кулеров (Cool) зависит своевременное охлаждение сопла и самой печатаемой модели, параметры задаются в процентах. Fan full on at height (mm) включит максимальное охлаждение при достижении заданной вами высоты, Cool head lift автоматически будет «убирать» сопло от верхушки объекта для охлаждения и после возвращать его на место.
- Настройка поддержек (Support) также отличается простотой. для начала выберите тип структуры – решетчатый (Grid) или линейный (Line). Угол ее построения Overhang angle for support(deg) задается в градусах, а плотность Fill amount (%) – в процентах.
- Для создания спирального контура вокруг объекта выберите функцию Black Magic, для обводки в несколько слоев (20-10) – Brim, ну и для печати уже знакомой нам «подушки» — Raft.
https://youtube.com/watch?v=KbXS_0MOTMY
https://youtube.com/watch?v=XchgNXUQcqY
- https://3deshnik.ru/blogs/akdzg/obzor-osnovnyh-nastroek-slajsera-cura
- https://3dsfera.by/articles/nastrojki-cura.programmy-dlya-podgotovki-3d-pechati/
- https://3d-m.ru/slajser-cura-nastrojki/