Клей для пластика: лучшие средства
В рейтинге хороших клеев для пластмассы присутствуют отечественные и зарубежные марки, причем на рынке представлено несколько категорий средств.
Лучший суперклей для пластика
Работа с суперклеями будет происходить наиболее быстро, подобными составами проще всего отремонтировать небольшие изделия дома. Вот перечень популярных средств:
- «Супер Момент» (100 рублей). Обеспечивает надежное склеивание пластика разных типов, подходит для решения сложных задач, быстро схватывается. Упаковка удобная, носик удлиненный. Клей также пригоден для керамики, металла, стекла.
- «Сила Суперклей» (50 рублей). Производится в Китае, намертво скрепляет разнообразные материалы, в том числе полимерные. Возможно нанесение точечным способом, что снижает расход. Прочность стыка – более 175 Н. Из минусов следует указать жидкую консистенцию геля.
- «Экон Экспресс» (35 рублей). Данный клей также выпускается китайским производителем. Он мгновенно схватывается, годится для разнородных материалов. Прочность шва равна 210 Н, что при такой цене является отличным показателем.
- Permatex Super Glue (130 рублей). Американский состав часто признается победителем в разнообразных номинациях. Нагрузка на клей может составить до 245 Н, в чем он превосходит аналоги. Средство можно использовать для самых тонких изделий, труднодоступных участков.
- Cosmoplast 500. Состав на основе цианоакрилата применяется в быту и в промышленности для обработки любых пластиковых изделий. С его помощью приклеивают уплотнители к окнам, соединяют торцевые срезы. Может служить герметиком.
- UHU Plast. Клей используется для пластика и моделирования, имеет удобную иглу-наконечник. Обеспечивает эффект холодной сварки на обрабатываемых поверхностях.
Методы обработки
Метод обработки погружением
![]()
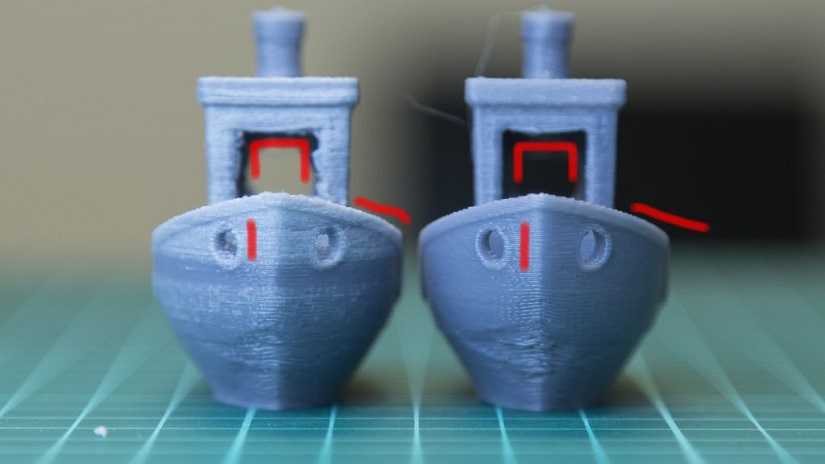
Обработка погружением — самый простой и быстрый метод, ведь один цикл продолжается максимум 3 минуты. В качестве примера можно привести погружение Йода в дихлорметан. Процесс погружения продлился несколько секунд, а через несколько минут растворитель полностью исчез с поверхности объекта. Если требуется получить глянцевую поверхность, то изделие можно погрузить в растворитель еще раз примерно на полсекунды. Этого будет достаточно, чтобы растворитель не впитался и быстро испарился, а после операции получилась глянцевая поверхность. Продолжительность процесса очень небольшая еще и потому, что для таких целей не нужны баня и ацетон. Для ABS, PLA, HIPS и других редких расходных материалов вполне подойдет дихлометан. Одного литра средства хватит на долгое время, главное — сохранять герметичность емкости с раствором.
Метод нанесения кистью
![]()
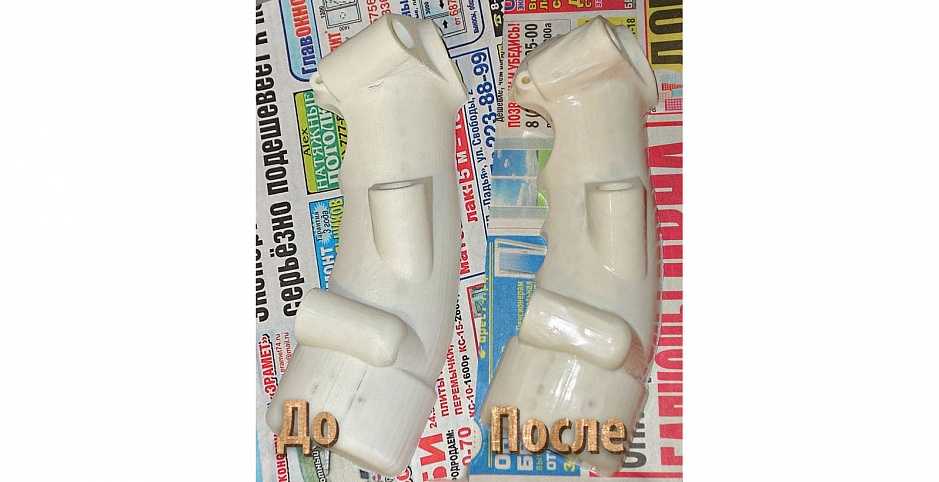
Дихлорметан в таком случае нужно наносить чистой кисточкой с ворсом из натурального волоса. Вещество, кстати оченнь летучее, наносится до полного сглаживания поверхности в местах соприкосновения слоев. Дихлорметан отлично подходит в тех случаях, когда требуется выборочное нанесение растворителя, чтобы оставить нетронутыми углы и убрать явные дефекты. Практика свидетельствует, что такой способ позволяет добиваться наилучших результатов в процессе постобработки. И, конечно же, не стоит забывать о соблюдении техники безопасности.
![]()
Производитель утверждает, что XTC-3D можно использовать применительно к изделиям, получаемых по технологии SLA и SLS. Вещество превосходно работает с PLA, ABS, Laywoo, пенополиуретаном, древесиной, гипсом, картоном и даже бумагой. Внешне, XTC-3D похож на обычный эпоксидный клей, при этом у вещества нет неприятного стойкого запаха.
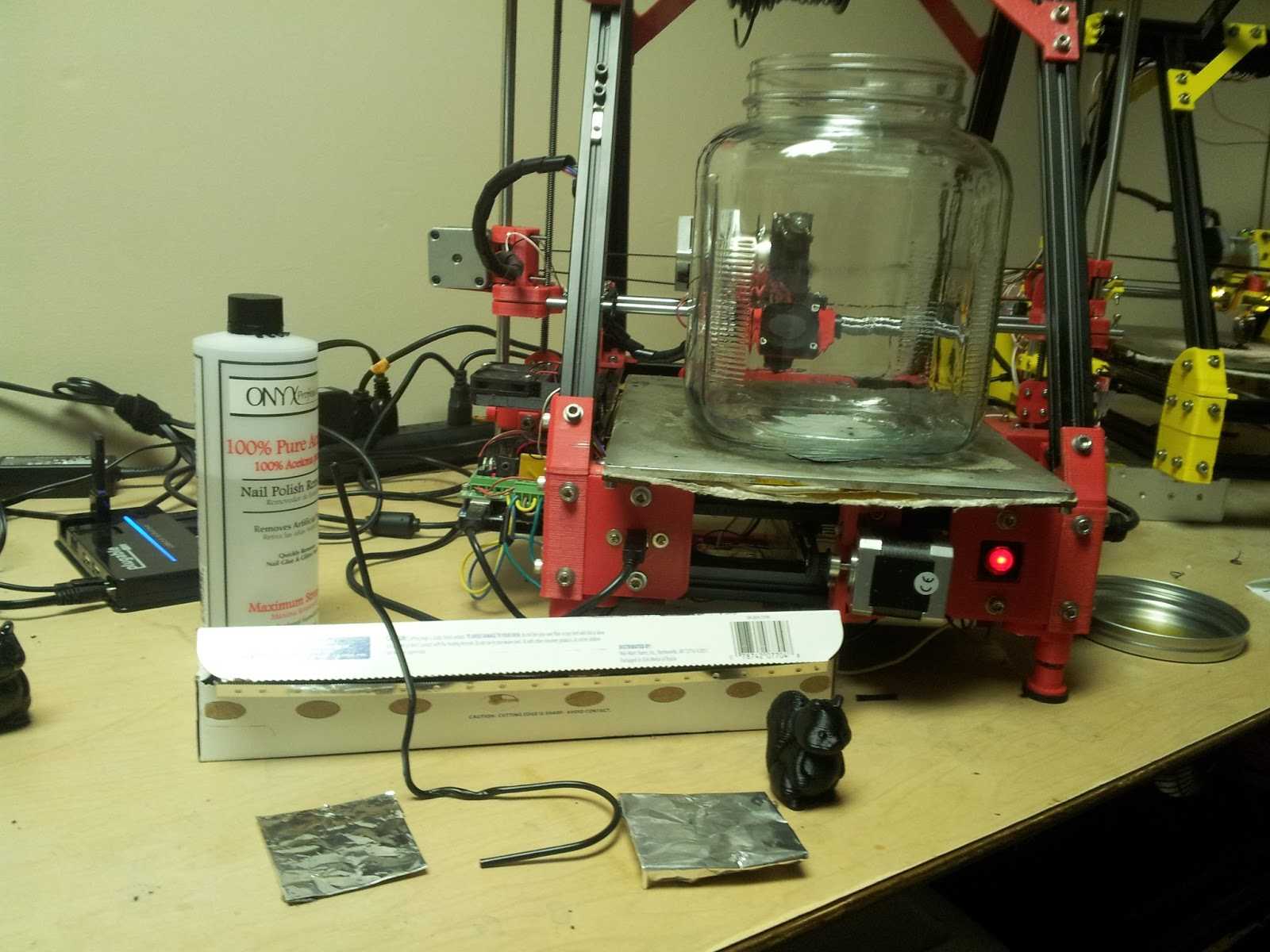
Метод обработки парами
![]()
Обработка парами PLA похожа на процедуру обработки ABS ацетоном. В качестве обрабатывающего вещества используется тетрагидрофуран. Изделие из PLA-пластика, подвергающееся обработке, нужно разместить на нерастворимой подложке. Для этих целей можно использовать алюминиевую фольгу или проволочную сетку. После этого изделие помещается в герметичную емкость. Растворитель испаряется при нагревании и взаимодействии с поверхностью обрабатываемого объекта. Если вы посмотрите сверху на неровную поверхность, то поймете, что при постобработке тут было место соприкосновения объекта с опорой. Это говорит о том, что перед работой нужно хорошо продумать, какой частью и куда прислонять изделие. Расчет времени равномерного распределения газа внутри камеры становится тем труднее, чем меньше объем рабочей камеры принтера. Неравномерность процесса выравнимания может объясняться именно этой причиной.Рекомендуется все процедуры выполнять вне закрытого помещения при плотном закрытии колбы, бутылки или иной емкости. Обязательно мойте шкаф как до, так и после работы.
Метод ручной полировки
![]()
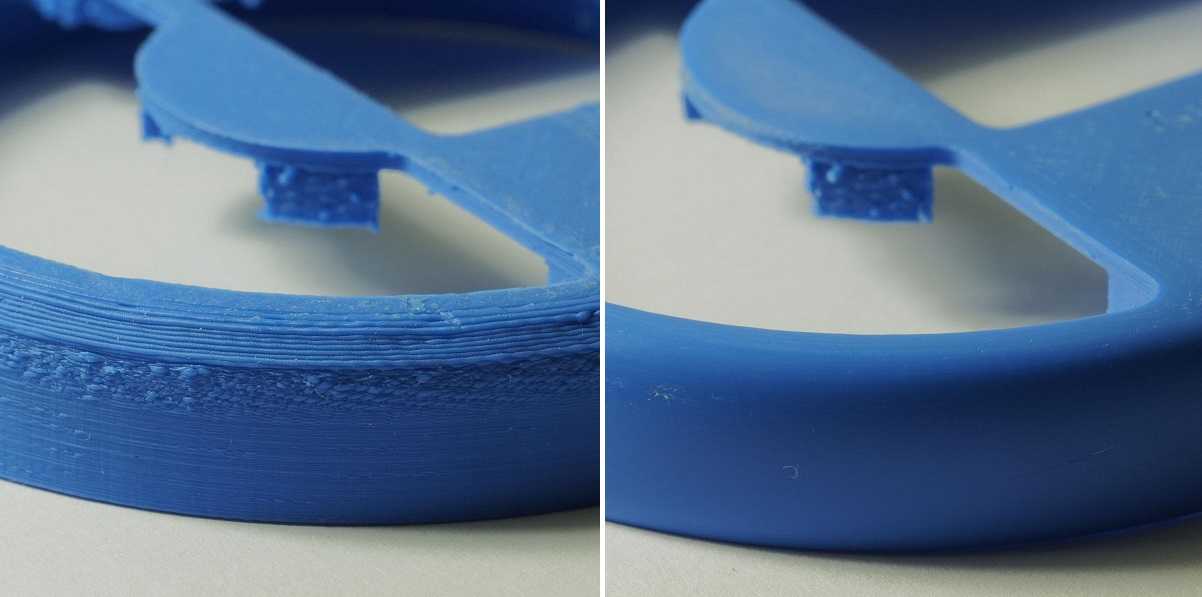
Процедура ручной полировки знакома многим, и если вы не хотите использовать метод обработки парами, то можно обратить внимание на этот достаточно простой и эффективный способ. Растворитель придется наносить на кусочек ткани и выполнять полировку вручную
Для этой процедуры воспользуйтесь белой или неокрашенной тканью без ворса. В ином случае PLA-частицы будут оставаться на ткани, и потом вы не сможете использовать ее снова. Использование ткани не освобождает вас от соблюдения элементарных мер безопасности. Помещение должно быть хорошо проветриваемым, а на руки надеты перчатки из нитрила или неопрена. Ткань нужно намочить дихлорметаном и после этого можно приступать к полировке. Результат работы определяется разными факторами: как выполнялись движения, какие усилия прилагались и даже насколько жесткой была ткань. Полировку обычно выполняют круговыми движениями, если не оговорено иное.После завершения процедуры полировки необходимо изделию дать время высохнуть. При этом вещество полностью испарится.Следует помнить, что размеры объекта и параметры печати определяют количество усилий на полировку. Чем меньше изделие и выше качество печати, тем, соответственно, меньше усилий.
PLA пластик обработка.
Предупреждение: перед тем как работать с веществами описываемыми в данной статье, ознакомьтесь пожалуйста с правилами безопасности по работе с ними. Рано или поздно все владельцы 3D принтеров печатающих изделия из PLA пластика задаются вопросами:
- Как придать распечатанному изделию более «коммерческий» внешний вид ?
- Как и чем склеивать детали распечатанные из PLA пластика ?
В данной статье мы постараемся ответить на эти и другие вопросы.
- Полезные ссылки по теме — PLA пластик для 3D принтера
- Настройки печати PLA пластиком :Статья про настройки PLA
- Как правильно выбирать PLA пластик Статья про выбор PLA пластика
- Характеристики PLA пластика : Статья про характеристики PLA
- Интернет магазин пластика PLA пластик
Другие методы постобработки
Существует множество других методов постобработки. Например, ABS-пластик можно неплохо обработать обычной наждачной бумагой. Вы сможете добиться гладкой поверхность с помощью нескольких видов наждачной бумаги и мелкой шлифовальной губки. При этом, не забудьте о толщине стенок, иначе протрете заметную дыру в изделии. Наждачная бумага или надфиль обычно хороши, если нужно убрать следы поддержек или заметные дефекты
Нужно соблюдать осторожность при обработке PLA-пластика. Но не следует производить шлифовку с помощью бормашины, шлифовального станка или просто долгой шлифовки
Трение приведет к повышению температуры обрабатываемого участка, пластик размягчится и станет скатываться. Качество поверхности только пострадает. Поэтому при обработке изделий из PLA-пластика можно применять специальные смолы для обработки поверхности (вроде XtC) или же воспользоваться растворителями. Приклеить же детали из PLA-пластика можно тоже при помощи дихлорметана.Удачной работы!
Правила безопасности при работе с растворителями
ДихлорметанДихлорметан с XIX века относится к категории относительно неядовитых и очень эффективных средств для пластиков, что доказано многочисленными лабораторными исследованиями. Но есть у этого растворителя и недостатки. При соединении с щелочными металлами дихлорметана может произойти сильный взрыв. Легкая летучесть средства приводит к быстрому и сильному отравления организма и поражению целого ряда важных внутренних органов. Поэтому любые работы с дихлорметаном рекомендуется выполнять при наличии исправно работающей вытяжной вентиляции. Следует не допускать попадания вещества на огонь или искры, иначе можно спровоцировать пожар. Нельзя выливать дихлометан в унитаз или раковину, поскольку вещество не смешивается с водой и может повредить арматуру из пластика. По своим свойствам дихлорметан сильно напоминает ацетон и и тетрагидрофуран. У него такая же высокая летучесть и IV класс опасности. Хотя запах у дихлорметана выражен слабее, чем у ацетона, не следует пренебрегать проветриванием помещения. D-Limonene
![]()
Среди известных на сегодня растворителей, применяющихся для работы с пластиками, D-Limonene по праву считается менее вредным и сравнительно безопасным для человека при условии точного соблюдения всех мер предосторожности. Цитрусовый аромат делает работу с растворителем более приятной
Тем не менее, необходимо позаботиться о хорошей проветриваемости помещения, так как длительное воздействие вещества отрицательно сказывается на организме человека. Мыльная основа D-Limonene облегчает нейтрализацию реакции пластика с растворителем, так как при таком развитии событий достаточно использовать воду с мылом. Единственным существенным недостатком вещества является тот факт, что он взаимодействует только в HIPS- и SBS-пластики
Обратите внимание на то, что каким бы сравнительно безопасным ни был растворитель, при работе с ним следует использовать перчатки и хорошо проветривать помещение. Перчатки помогут предотвратить повреждение кожи или ее обезвоживание
The bottom line
To conclude, the choice between PETG and PLA depends on what you want to print. PLA is used extensively because it is easy to print and does not require clean-ups after the printing is done.
Related source links:
Rocheindustry specializes in high quality rapid prototyping, rapid low-volume manufacturing and high-volume production. The services of rapid prototype we providing are professional Engineering, CNC Machining including CNC Milling and Turning, Sheet Metal Fabrication or Sheet Metal Prototyping, Die casting, metal stamping, Vacuum Casting, 3D printing, SLA, Plastic and Aluminum Extrusion Prototyping, Rapid Tooling, Rapid Injection Moulding, Surface Treatment finish services and other rapid prototyping China services please contact us now.
Точность
С помощью всех этих материалов можно создавать точные пространственные элементы. Есть, тем не менее, определенные нюансы, которые следует иметь в виду в отношении рассматриваемых видов пластика.
ABS При использовании ABS единственной существенной проблемой является заворачивание пластика при контакте с поверхностью печати. Эту проблему легко устранить, если подогревать саму поверхность печати, которая при этом должна быть гладкой, плоской и чистой. Кроме того, некоторые прибегают к дополнительным хитростям, например, наносят на поверхность смесь ABS и ацетона или сбрызгивают ее лаком для волос. Хорошие результаты дает специальное покрытие fixpad и пленка для стола.
Нагрев стола нужен для обеспечения фазового состояния контакта пластика со столом — он должен быть в состоянии упругой деформируемости — для ABS это диапазон 105-230 градусов. При температуре ниже он кристаллизуется и отслоится, а выше — перейдет в состояние вязкой текучести и тоже отслоится. Но обычно стол нагревают всего до 70 градусов. Подогрев стола обеспечивает задачу поддержания всего объема изделия при температуре упругой деформируемости с минимальным гредиентом по слоям. Но если изделие достаточно большое — более 5 см, обеспечить это условие в полной мере можно только в закрытой камере печати, что практически никогда не соблюдается в RepRap.
PLA По сравнению с ABS, слои PLA скручиваются гораздо меньше. Это дает возможность печати без подогрева стола и использовать в качестве нее любимый многими синий скотч 3М, но который недавно был снят с производства, но на замену ему пришло универсальное покрытие fixpad. Полный отказ от подогретой подложки все же может привести к небольшому скручиванию крупных слоев – хотя и не всегда. При нагревании PLA подвергается более значительным фазовым изменениям и становится более текучим. При активном охлаждении при печати можно добиться более заостренных элементов и углов – без риска получить хрупкий объект. Повышенная текучесть обеспечивает также лучшее сцепление между слоями, и результат получается более прочным. Как избежать засорения сопла в 3D-принтере.
SBS Не боится открытого воздуха и сквозняков. Хорошо липнет к столу. Имеется возможность печати и на холодном столе. SBS Watson хорошо подходит для печати крупно-габаритных макетов. Великолепная межслойная адгезия (слипание между слоями) добавляет распечатанным изделиям плюсы к прочности. Пластик допущен для изготовления медицинских изделий и детских игрушек.
PETG Аналогично, не боится открытого воздуха и сквозняков. Хорошо липнет к столу. Подогрев стола не обязателен, но может оказаться полезен, особенно в случае, если обнаруживается искажение крупных деталей. Вполне возможно печатать без подогрева, однако придется немного повозиться с настройками. Очень прочный и долговечный материал.
![]()
Ease of Use
PLA
PLA is recommended for anyone who has just gotten into the world of 3D printing. This means that the filament is exceptionally easy to get used to for beginners and is nothing too much to handle.
It demands a lower temperature of both, the heating bed and the extruder, and does not require preheating of the printing platform, nor does it demand an enclosure over the printer.
ABS
Relatively, ABS is a bit more difficult to work with since it is fairly resistant to heat. Overtook by PLA, for ABS, a heated printing bed is a must, otherwise, users will have a hard time getting it to adhere properly.
It’s also very prone to warping due to a high melting point. Additionally, as the temperature increases, controlling the curling prints gets trickier.
PETG
Just like ABS, PETG can be a hassle to handle at times since it is hygroscopic in nature. This means that it tends to absorb water in the air. Therefore, keenly taking care of when using it is a must.
Nevertheless, PETG offers very low shrinkage and thus, isn’t very prone to warping. Beginners will have an easy time getting used to PETG as it requires a low temperature setting for prime performance.
It doesn’t need drying to print successfully, but it helps with getting the best results in terms of quality.
Nylon
Being a greatly useful printing filament with exceptional capabilities, Nylon isn’t something beginners can start with perfectly. The filament has a downside of also being hygroscopic and absorbing moisture from the environment.









Therefore, it has to be confined within a dry structure, otherwise, rendering the whole process unworkable.
Moreover, its working conditions preferably involve an enclosed chamber, a high temperature and drying the filament prior to printing.
Category Winner
Inside the mind of a person who’s just begun 3D printing, PLA will leave an outstanding impression. It easily sticks to the bed, doesn’t produce any unpleasant odors and works just fine for everyone. PLA is second to none when it comes to ease of use.
Поэтапная схема склейки
Для начала нужно определить вид пластика и подходящий к нему тип клея методами, указанными выше. Затем переходить непосредственно к ремонту изделия.
Нужно обязательно обезжирить поверхность предмета
Это можно сделать спиртом, обезжиривателем или мыльным раствором (важно использовать именно хозяйственное мыло).
Обработать изделие бархатным надфилем или тонкой наждачной бумагой. Данное действие необходимо для того, чтобы увеличилась смачиваемость предмета, и было более прочное склеивание.
Если используется двухкомпонентный клей, то смешивать составы нужно только после подготовки деталей.
Не следует использовать кисточки из натурального меха для работы с клейким составом.
Клея наносить столько, чтобы при соединении предметов его излишки не выделялись за пределы шва.
Чтобы данная процедура дала результат, нужно опираться на следующие пункты:
- точное определение типа пластика и клея, подходящего ему;
- следовать инструкции по применению клея;
- ждать время, которое указано на средстве, не использовать вещь раньше;
- для изделий, применяемых в условиях повышенной влажности или для уличных предметов лучше использовать водостойкую марку клеящего средства;
- если клей термостойкий, сами вещи могут не перенести высокую температуру.
Способы склеивания пластика без клея
- Грелка или паяльник могут помочь в данной ситуации. Но метод подойдёт только для профессионалов, так как работа с паяльником требует особых навыков. Им можно сразу соединить пластик.
- Ацетон также хорош в этом деле. Сначала нужно обезжирить им поверхность, трещины и сколы смочить с помощью кисти. Детали необходимо крепко соединить друг с другом, а сверху нанести ацетон. Благодаря этому пластик чуть-чуть растворяется, создаётся эффект спайки, после чего детали прочно скрепляются.
- Дихлорэтан — токсичное вещество, которое легко растворяет пластик. Но его необходимо верно смешать, чтобы получилась густая масса, служащая связующим элементом.
Склеить пластик с помощью суперклея и соды
Пищевая сода и суперклей во взаимодействии дают химическую реакцию, которая усиливает процесс засыхания и склеивания из-за повышения температуры
Важно при проведении работы придерживаться аккуратности и последовательности. После обработки поверхности наждачной бумагой место соединения пластика нужно засыпать пищевой содой, затем сверху вылить жидкий клей, сжать между собой детали и ждать 1,5-2 часа
Чтобы эффект был более надёжным, уже заклеенную часть пластика необходимо обработать мелкозернистой наждачкой.
Склеить пластик с помощью дихлорэтана
1 способ
- Для начала необходимо нанести кисточкой тонкий слой вещества на поверхность.
- Подождать 10-15 минут и нанести второй слой средства.
Таким методом растворённые части пластика сольются в единое целое и эффект будет достаточно хорошим. Недостатком данной процедуры является возможная деформация изделия.
2 способ
- Нужно налить вещество и поместить куски пластика, которые будут склеиваться, в металлическую или стеклянную ёмкость.
- Как только получится густая масса, её необходимо нанести на место соединения частей. Так не будет видно шов и места трещины.
Склеить предметы, имеющие декоративные элементы
Так как на декоративной поверхности будут видны следы вещества, нужно использовать технику внутреннего склеивания. Для этого необходимо стекловолокно или другая прочная материя.
- Внутреннюю область, которая будет ремонтироваться нужно зачистить, затем хорошо пропитать клеем ткань, о которой говорилось ранее.
- После чего нанести на детали.
Если нет возможности склеить части с внутренней стороны, то для работы подойдёт резиновый или гелеобразный клей. Данным средствам требуется много времени, чтобы окончательно высохнуть, поэтому после скрепления можно легко убрать все излишки вещества.
Как склеить пластик с помощью космофена
Так же, как и в предыдущих пунктах поверхность зачищается, обезжиривается спиртом или ацетоном и наносится сам космофен. Схватывание происходит за 1-2 минуты, но полное высыхание наступает спустя сутки.
Склеить пластик намертво холодной сваркой
Холодная сварка может быть однокомпонентной или двухкомпонентной. При втором условии нужно смешать данные вам два вещества и получится клеящее вещество. А однокомпонентная сварка не требует подготовки, она продаётся готовой к использованию, необходимо её размять и перейти к применению.
Процесс склеивания несложный. Нужно зачистить поверхность пластика и нанести средство тонкими слоями. Если во время данных действий сварка затвердела, то фен поможет исправить эту ситуацию. После нагрева она вновь станет эластичной, можно будет убрать её излишки или изменить форму.
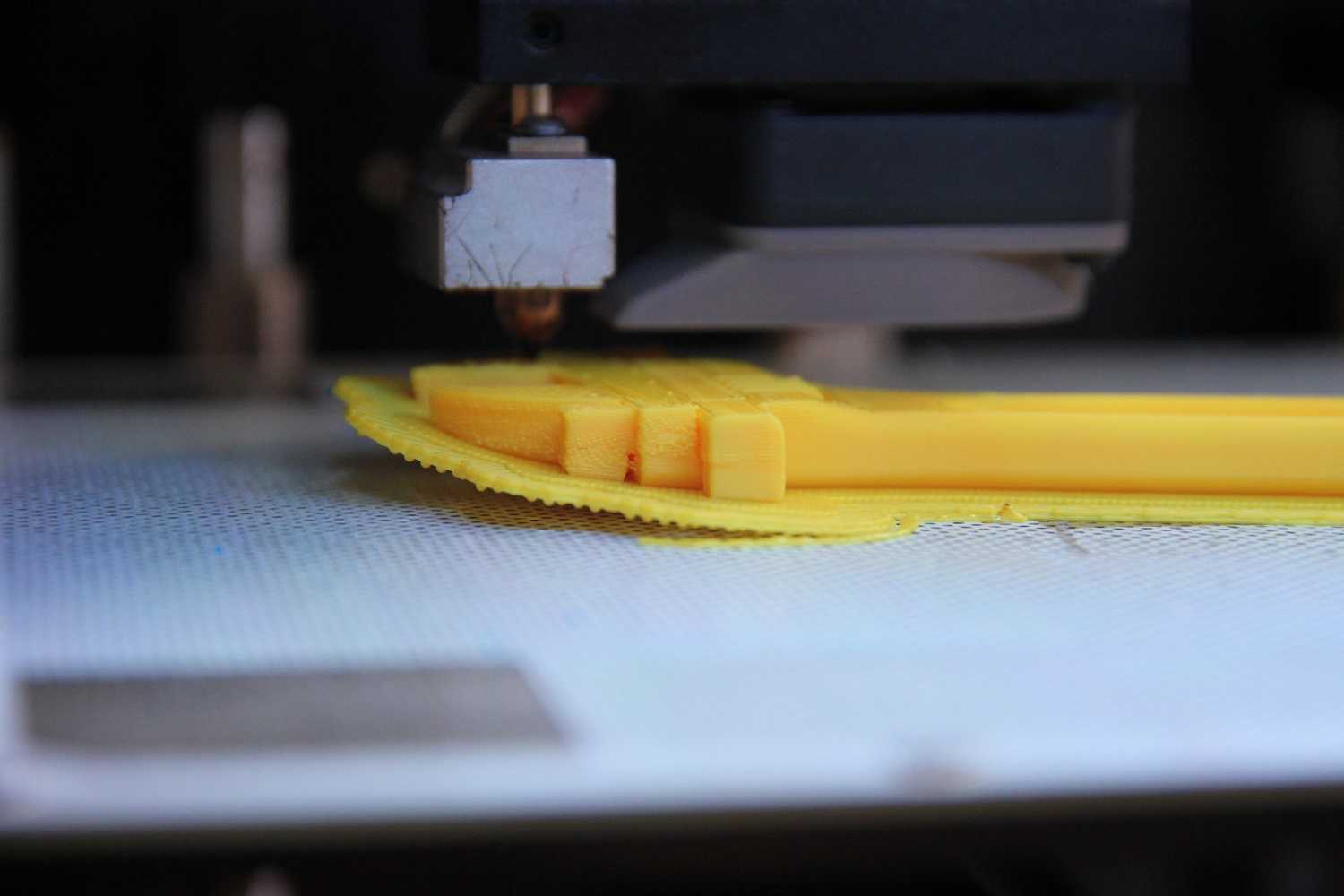
Основные проекты, которые используют PLA
PLA считается одним из лучших материалов для филамента для использования новичками 3D печати, поскольку это самый простой для печати тип пластика. Также он предъявляет минимальные требования, поэтому его можно использовать с недорогими 3D принтерами.
При использовании PLA получаются хорошо выглядящие предметы потому, что он печатается с приятной глянцевой поверхностью даже без последующей обработки. Как правило, с помощью PLA проще получить высококачественные образцы печати.
![]() Пример хорошо выглядящего образца печати из PLA пластика
Пример хорошо выглядящего образца печати из PLA пластика
Благодаря простоте использования, PLA является естественным выбором для разработки прототипов. Это позволяет разработчикам удобно перебирать различные версии своего продукта.
![]() Прототипы деталей, изготовленные из PLA пластика
Прототипы деталей, изготовленные из PLA пластика
PLA особенно полезен в работающих прототипах, если детали не подвергаются большому давлению или ударам. Например, корпуса для электроники, несущие конструкции с низким напряжением или низкоскоростные передачи – всё это хорошо работает, если напечатано с помощью PLA пластика.
![]() Рабочий прототип детали, напечатанный из PLA пластика
Рабочий прототип детали, напечатанный из PLA пластика
Which Filament is the Best? (PLA vs ABS vs PETG vs Nylon)
When it comes to these four materials, it’s hard to crown one a clear winner because there are many uses for these filaments. If you are after a purely strong, durable and functional 3D print, Nylon is your go-to choice.
If you’re a beginner, coming into 3D printing and want a material that has a wide range of uses and is cheap, PLA is your main choice and PETG can be used too.
ABS is used when you have a little more experience in 3D printing and are after a little more strength, durability and chemical resistance.
Since PETG came on the scene, it’s the filament known for its UV resistance so for any outdoor prints, this is a great option.
Nylon is a filament that is not only expensive, but requires a good amount of knowledge and safety precautions to properly print with.
Depending on your desired goal and project with your 3D prints, you can quickly decide which of these four filaments will fare best for you.
If you love great quality 3D prints, you’ll love the AMX3d Pro Grade 3D Printer Tool Kit from Amazon. It is a staple set of 3D printing tools that gives you everything you need to remove, clean & finish your 3D prints.
It gives you the ability to:
- Easily clean your 3D prints – 25-piece kit with 13 knife blades and 3 handles, long tweezers, needle nose pliers, and glue stick.
- Simply remove 3D prints – stop damaging your 3D prints by using one of the 3 specialized removal tools.
- Perfectly finish your 3D prints – the 3-piece, 6-tool precision scraper/pick/knife blade combo can get into small crevices to get a great finish.
- Become a 3D printing pro!
Клеить PLA
wertuos Загрузка 16.11.2016
10168
печатает на Prusa i3 Kit Вопросы и ответы
Кто чем склеивает PLA ? При склеивании ABS , пользуюсь ацетон+пластик , держит мертво ,даже прочнее , чем между слоями , проверено ,!! А как бы найти такой же способ для PLA ??
Ответы на вопросы
Популярные вопросы
Wildbee Загрузка 27.09.2019





546
Здравствуйте глубокоуважаемые господа инженеры, Пожалуй самый сложный вопрос начинающего печатника — что выбрать? Цель:… Читать дальше anton666 Загрузка
23.09.2019
658
Посоветуйте какой принтер лучше выбрать для начинающего и почему именно такой выбор? Бюджет до 16 000 (и то со скрипом).
Планирую исп…
Читать дальше Alex-S Загрузка
22.02.2018
10455 Понимаю, что тема 100500 раз обсуждалась, но не удалось нигде найти обобщающей информации, в основном все в одной куче советуется.
Пр…
Читать дальше
3dtoday.ru
Запах
ABS При печати ABS нередко чувствуется сильный запах горячего пластика. Одни на него жалуются, другие не замечают или не считают слишком неприятным. Чтобы уменьшить запах, в небольших помещениях следует обеспечить надлежащую вентиляцию, а также убедиться, что ABS обладает достаточной чистотой, свободен от примесей и нагревается до требуемой температуры в правильном экструдере.
PLA Биопластик, полилактид, или другими словами, полимер молочной кислоты. Производится путем синтеза на основе растительного сырья, содержащего крахмал (или сахар), например кукурузы, сахарного тросника, зерновых культур. При нагревании издает запах сладковатого кулинарного масла. Это, конечно, не запах бабушкиных пирожков, но многие считают его гораздо приятнее запаха нагретого пластика.
SBS не пахнет в процессе печати. Люди с очень тонким обонянием могут в радиусе 30см от хотэнда уловить легкий запах (от некоторых красителей), но не более того. Прозрачный вообще запаха не имеет.
PETG практически не пахнет, по крайней мере гораздо меньше чем ABS
Flexibility
PLA
A brittle filament like that of PLA will instantly snap when an overwhelming, or an above-average stretch is applied to it for that matter.
As compared to ABS, it is far less flexible and will rip if challenged greatly. Therefore, highly pliable print making cannot be expected within the domain of PLA.
ABS
Being less brittle overall than PLA, ABS is somewhat flexible to the extent where it can be deformed a little, but not entirely crack. It has proven to be a lot more flexible than PLA and can withstand extensive stretching.
Generally, ABS offers great toughness with impressive flexibility, making it a great option in this category.
PETG
PETG, being regarded as the ‘new kid on the block’, is approaching the path to stardom purely because it offers a wide range of features such as flexibility, resilience and strength in a very admirable manner.
It’s just as flexible as many end users want their prints to be, and just as durable.
Nylon
Being strong and highly durable, Nylon offers convenient malleability, which means that it can be formed into a specific shape without breaking.
This is one of the key qualities of Nylon, making it so preferable. Nylon owes its toughness to it being flexible, along with having a lighter weight and feel.
Its resilient characteristic of pliability combined with its strength, makes it the jack of all trades in filament industry.
Category Winner
Being the winner of another attribute, Nylon is a filament that has an upper hand in terms of flexibility when faced off against ABS and PETG. The prints made when using Nylon as a printer filament are of tremendous quality, being fully flexible and very durable.
Хранение и сушка нейлоновых филаментов
Одна из основных проблем использования нейлоновых филаментов заключается в том, что нейлон обладает высокой склонностью поглощать воду из окружающего воздуха. Использование нити, которая впитала слишком много воды, может абсолютно испортить качество поверхности ваших деталей.
Учитывая высокие температуры, при которых печатается нейлон, вода, содержащаяся в пластике, вытесняясь из него, будет бурно испаряться и вытекать из сопла вашего 3D принтера, что приведет к пузырькам и другим дефектам на печатаемом объекте. Помимо ухудшения внешнего вида напечатанных деталей, дефекты материала могут сделать детали намного менее прочными. Сухой нейлон, наоборот, печатается с гладкой, глянцевой, полупрозрачной поверхностью.
Использование влажного нейлона при печати объектов приведет к хрупкому и некрасивому результату
На самом деле вы можете услышать, если ваш нейлон слишком влажный для использования. Если вы внимательно прислушаетесь, не обращая внимания на шум вентиляторов 3D принтера и шаговых двигателей, то заметите потрескивающий, лопающийся шум. Это звук воды внутри нейлона, испаряющейся при экструзии материала.
Поэтому крайне важно, чтобы нейлоновый филамент хранился надлежащим образом. Катушки или незакрепленные витки нейлоновой нити следует хранить в среде с низкой влажностью
Существует много различных вариантов хранения, но одним из самых простых является вакуумная герметизация катушек с филаментом и щедрая порция пакетов с силикогелем. Запечатывание катушек с нитью может быть выполнено с помощью вакуумных запечатывающих устройств, обычно используемых для хранения продуктов.
Храните нейлоновый филамент в вакуумном пакете с влагопоглощающими пакетиками
Нейлоновый филамент настолько гигроскопичен, что этот материал может стать непригодным для печати в течение шести часов пребывания на воздухе. Следовательно, этот филамент обычно необходимо высушивать между печатями. Чтобы высушить нейлоновый филамент, поместите его в духовку при температуре 82°C (170°F) на шесть часов. После высыхания нить следует использовать немедленно или загерметизировать в вакууме настолько быстро, насколько позволяет температура катушки.
Перед тем, как начать печать, вы можете высушить нейлон в духовке на вашей кухне, чтобы обеспечить удаление всей влаги из филамента.
Покраска нейлоновых деталей
Нейлоновый филамент, по сравнению с другими распространенными материалами для 3D печати, такими как PLA или ABS, доступен в очень ограниченно диапазоне цветов. Тем не менее, белый нейлон может быть легко покрашен с помощью тканевого красителя – в конце концов, нейлон обычно используется в одежде.
Процесс окрашивания ваших напечатанных из нейлона объектов очень прост. Вам просто понадобится несколько основных материалов:
- краска Rit для ткани нужного вам цвета;
- стеклянный контейнер, достаточно большой, чтобы погрузить в него напечатанную на 3D принтере деталь;
- микроволновка;
- термометр;
- пинцет или плоскогубцы или другой инструмент для помещения вашей детали в краситель без окрашивания пальцев.
Стартовая модель, напечатанная из Taulman Nylon 230.
Краситель для ткани лучше всего проникнет в нейлоновую деталь, если его смешать с водой при температуре от 60°C до 80°C. Используя, микроволновую печь и термометр, нагрейте воду до 80°C. Затем смешайте краситель Rit с водой в соотношении вода/краситель, равным 5:1.
Используйте воду с температурой от 60 до 80 градусов по Цельсию
Поместите свою деталь в горячий раствор красителя. Чем дольше деталь остается в красителе, тем темнее становится ее цвет. Поэтому лучше всего погружать деталь в краситель на промежутки по 30 секунд, проверяя цвет между погружениями.
Погружайте вашу модель в краситель на промежутки по 30 секунд, пока не достигнете нужного цвета.
Когда деталь приобретет нужный цвет, промойте ее под струей воды, чтобы удалить излишки красителя. Затем дайте детали полностью высохнуть.
Готовый продукт после окрашивания и сушки
Настройки печати PLA пластиком
Важнейшим при 3Д-печати по технологии FDM всегда будет первый слой. Он должен закрепиться на рабочем столе, чтобы избежать дальнейшей деформации. В данном вопросе PLA-пластик менее требователен в сравнении с ABS. Но многие используют специальные подложки, синий скотч или клей-карандаш. Печатать можно и просто на стекле, особенно если 3Д-принтер оснащён подогревом стола. Оптимальной температурой будет в данном случае 70 градусов, хотя в ряде случаев, опытным путём установлено, что наилучших результатов добиваются на холодном столе.








Второй момент — важно правильно выставить высоту экструдера. Сопло должна быть на такой высоте, чтобы между ним и рабочим столом проходил спокойно стандартный лист
Далее необходимо определиться со стандартным набором настроек:
- температура;
- толщина слоя;
- температура стола (если имеет место подогрев).
Ещё один важный момент чтобы результат печати из PLA был наилучшим необходимо использовать обдув на полной мощности. Так пластик будет вовремя охлаждаться и не деформироваться.
Как и в случае с ABS, показатели печати будут выводиться опытным путём. Например, температура будет устанавливаться на 200 градусов, а затем повышаться или понижаться на 5 градусов, пока не будет найден оптимальный вариант, при котором слои будут идеально скрепляться, успевать застывать и не плыть.
А усредненные настройки печати ПЛА-пластиком следующие:
Склейка собственным материалом с помощью растворителя, лучшая прочность
Какие растворители используются для тех или иных пластиков прочитайте в нашей статье по постобработке 3D модели после печати
Склейка растворителем отличается невероятной прочностью, из представленных здесь способов склеивания это единственный, в котором не используется дополнительный материал. Вместо добавления склеивающего вещества, растворитель обеспечивает адгезию поверхности на молекулярном уровне, делая шов невероятно прочным при правильном нанесении и соблюдении технологии. Это также означает, что не требуется дополнительного слоя между деталями или не добавить веса конечному изделию, что значительно упрощает процесс проектирование изделия.
Подготовка поверхности: отшлифовать, очистить и обезжирить склеиваемые поверхности. Нанесите ровно столько растворителя, чтобы поверхность стала липкой. Избегайте попадания на не склеиваемые части детали, т.к. это может сильно деформировать и испортить поверхность.
Лучшие всего подходит для ABS, но если подобрать соответствующий растворитель таким образом можно склеить PLA, SBS, HIPS, TPU, SEBS. PETG равнодушен почти ко всем растворителям, кроме HFIP (гексафторпропанол).
Холодная сварка ABS пластика:
Плюсы
- Ацетон не изменит цвет поверхности отпечатка, в отличие от других клеев
- После высыхания шов будет проявлять свойства ABS, делая дальнейшую обработку более простой
Минусы
Чрезмерное использование ацетона может привести к растворению детали и негативно повлиять на качество поверхности
Полиуретановый клей, универсальный
Основные преимущества:
- устойчивость к повышенной влажности;
- надежность и прочность – клей гарантирует качественную связь при соединении разных материалов;
- время открытой выдержки – при работе с полиуретановым клеем совсем не надо спешить, время отверждения будет достаточно для тщательного нанесения на склеиваемые поверхности;
- комфорт во время работы – клей обеспечивает скольжение смазанных элементов, что удобно при сборке тугих конструкций;
Даже нейлон, материал который имеет плохую адгезию поверхности, будет надежно склеен.
Основным недостатком полиуретановых клеев — это то, что для надежного склеивания требуется достаточная толщина слоя между склеиваемыми деталями.
Подготовка поверхности: отшлифовать, очистить и обезжирить склеиваемые поверхности.
Подходит для: PLA, ABS, PETG, SBS, нейлона, отлично подойдет для TPU



