Формат файлов для печати
![]()
Возможна печать на обычном принтере, если он понимает формат документа. Эта возможность аналогична 3D-моделям, поэтому при изготовлении 3D-принтера своими руками предварительно выбирается формат для печати будущих моделей. Файл STL — один из самых популярных форматов файлов для 3D-принтеров. Он поддерживается множеством устройств, и многие файлы можно найти в репозиториях 3D-моделей, основанных на этом формате.
STL означает STereoLithography или стандартный язык тасселяции. Первоначально это был один из основных форматов программного обеспечения САПР, созданного 3D-системами. В настоящее время этот формат можно найти во многих пакетах программного обеспечения для 3D-печати, его просто и легко распечатать, и это одна из причин, по которой он стал популярным.
OBJ (объектные файлы) — еще один популярный формат файлов принтера для пользователей 3D-принтеров DIY. Первоначально он использовался в пакете анимации Advanced Visualizer, разработанном Wavefront Technologies. Файл OBJ представляет собой трехмерную геометрию и содержит несколько атрибутов:
- координаты участка.
- вершина нормальная;
- полигональные грани;
- геометрические плоскости;
Объектные файлы печати могут быть ASCII (.obj) или двоичными (.mod).
Тестирование и настройка трехмерного принтера
важно обеспечить правильное подключение концевых выключателей и полярность ступеней. Если каретка движется в направлении, противоположном желаемому, терминал необходимо повернуть на 180 градусов
Если после всех правильно выполненных процедур остался неприятный свист, то, возможно, дело в шаговиках. Для этого отрегулируйте сопротивление триммера.
Первый тестовый отпечаток займет не менее 50 минут. Следующим шагом будет диагностика проблем тестовой части по результатам других идентичных моделей. Таким образом, вы сможете определить, с чем связана проблема печати. Например, это связано с конфигурацией компьютера или неверными техническими характеристиками.
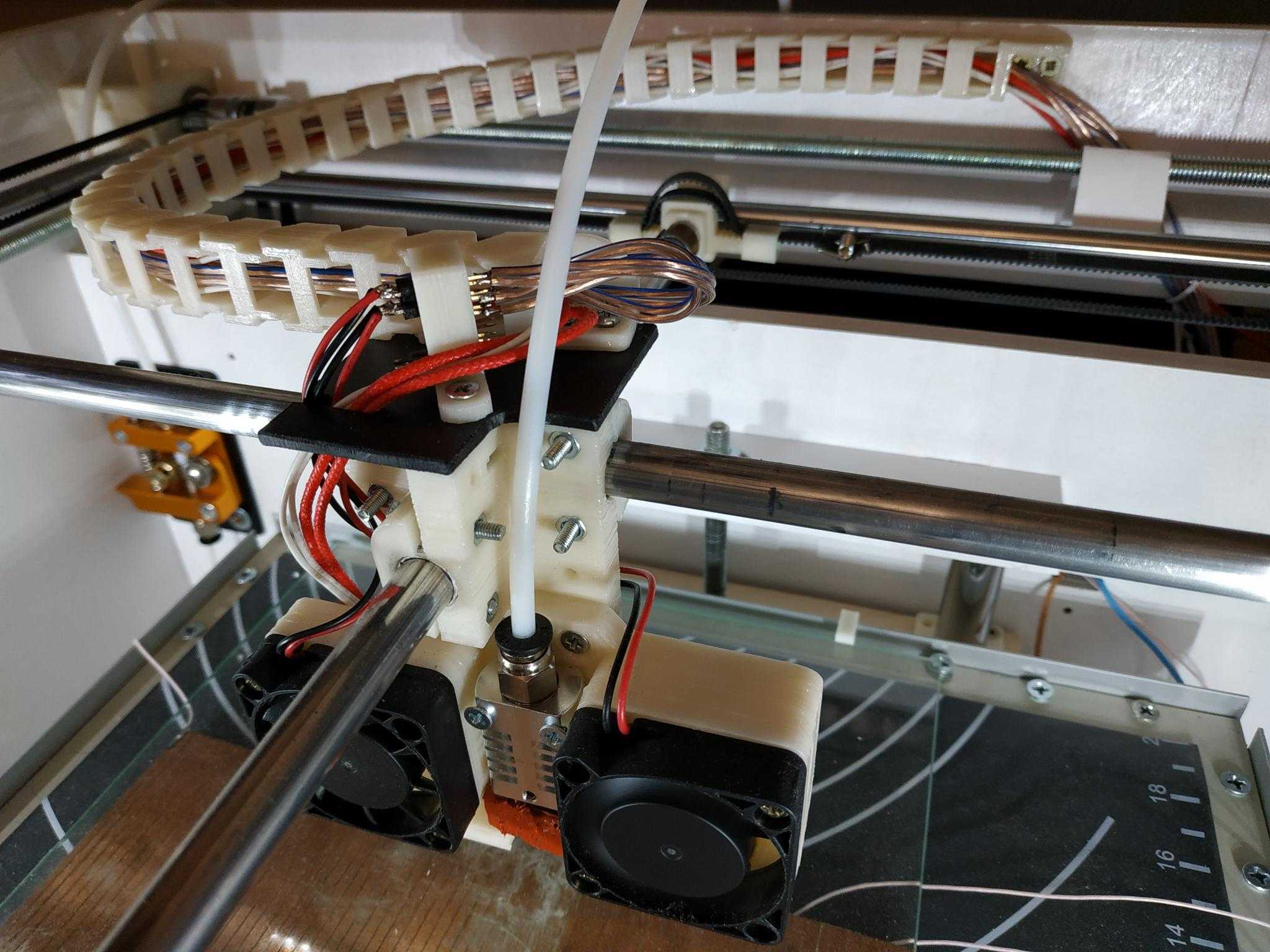
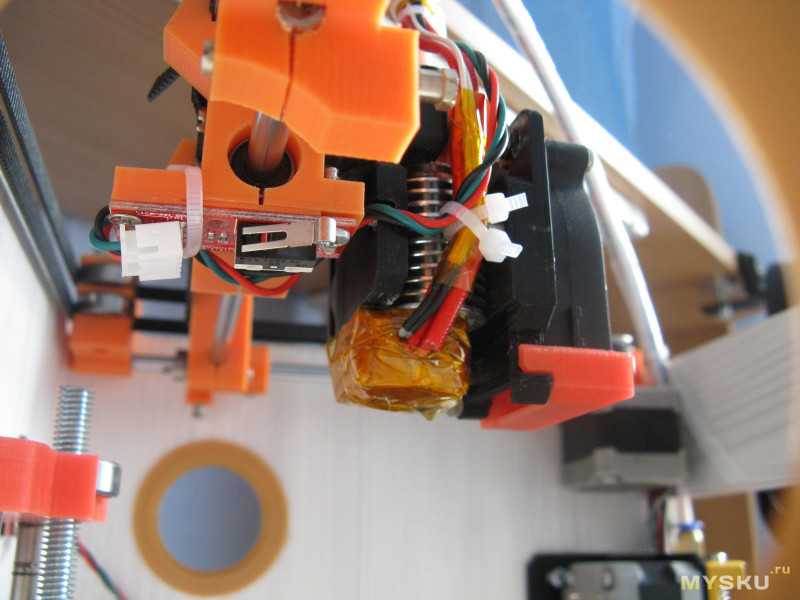
Создание оси X
Ось X является самой сложной осью, при устройстве самодельного 3Д-принтера, она находится в прямом соединении с осью Z, а также поддерживает экструдер. Сначала прикрепляют 8-миллиметровый болт к оси X с помощью гаек соответствующего размера. Затем аккуратно продвигают два подшипника внутри зазоров и делают то же самое с двигателем оси X. Затем вставляют подшипник в осевой шкив оси X и прикрепляют его винтом и гайкой. Две гайки на подшипнике служат для стабильности и защиты от самораскручивания.
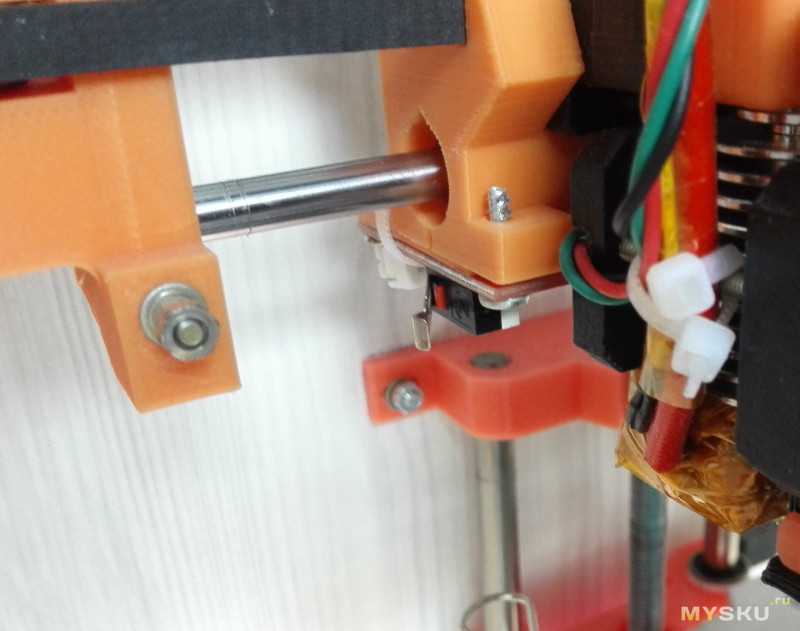

Теперь собирают детали для натяжного устройства X-оси. Эта часть будет вставлена в прорезь X-оси. Один болт будет использоваться для натяжения ремня, а другой для крепления стальных стержней на X-оси. Используют сверло 8 мм для выравнивания 4 отверстий для вставки стержней оси X.
Прежде чем продолжить сборку, собирают другую часть, необходимую для крепления горячего конца экструдера. Добавляют линейные подшипники к печатной части и закрепляют их кабельными стяжками в поясе, который управляет осью X. Для того чтобы продолжить создание оси X устройства 3Д-принтера, сначала завершают монтаж оси Z.
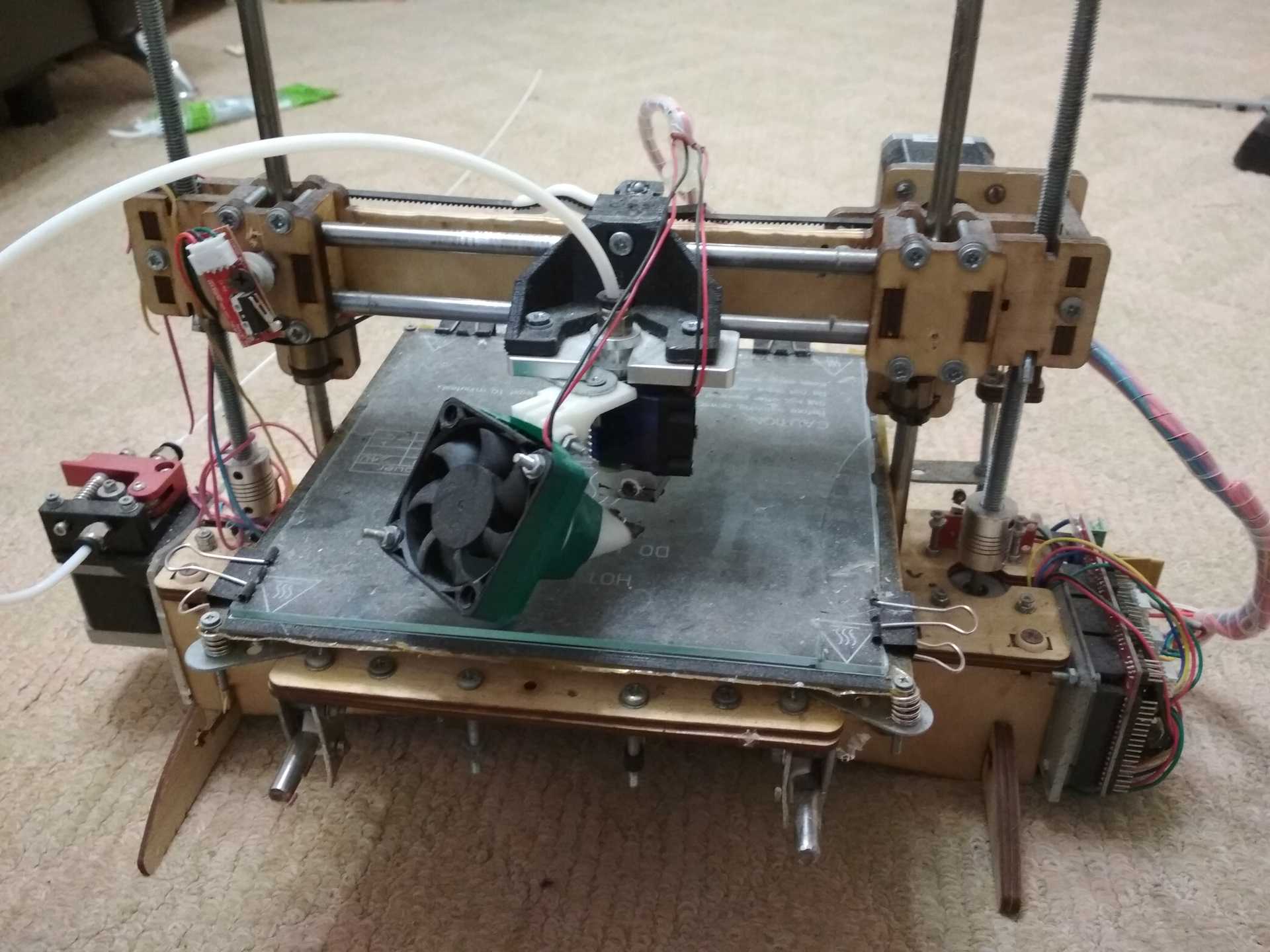
Используют гладкие стальные стержни толщиной 8 мм x 320 мм и сдвигают линейные подшипники колесных и ходовых частей оси X внутри каждого из них. Чтобы это выполнить, может понадобиться ослабить части Z-AXIS-TOP. Ось Z закончена, и можно перемещать гладкие стальные стержни для оси X, не забывая прикрепить X-CARRAGE и пропустить горизонтальные стержни оси X через него.
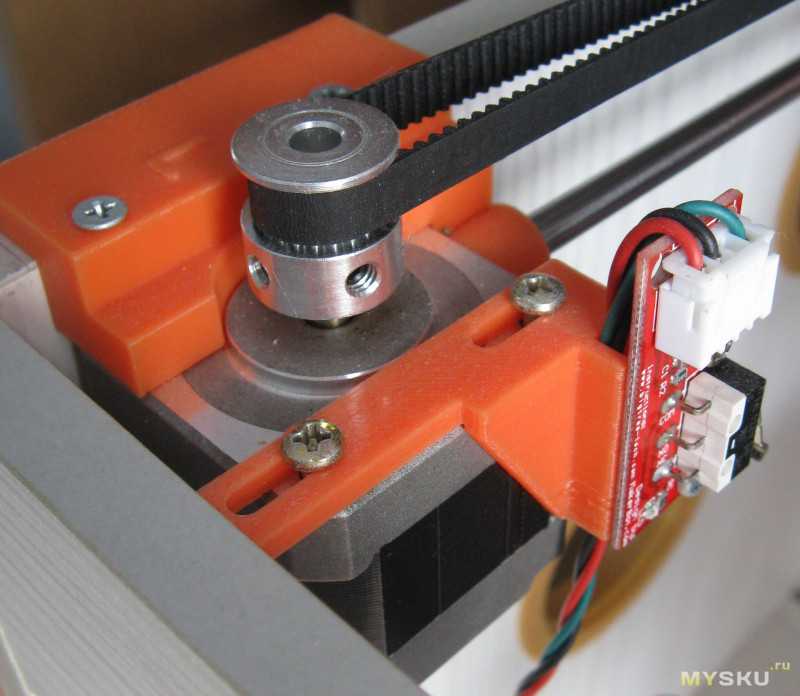
Ходовая часть оси Х будет идти слева, а правая сторона будет иметь холостой ход оси Х вместе с частями шкива и натяжителя. На этом этапе можно присоединить шаговый двигатель оси X с шестерней GT2, и добавить ремень. Теперь используют болты для крепления стержней оси X на месте, а болт M4 натягивают ремень.
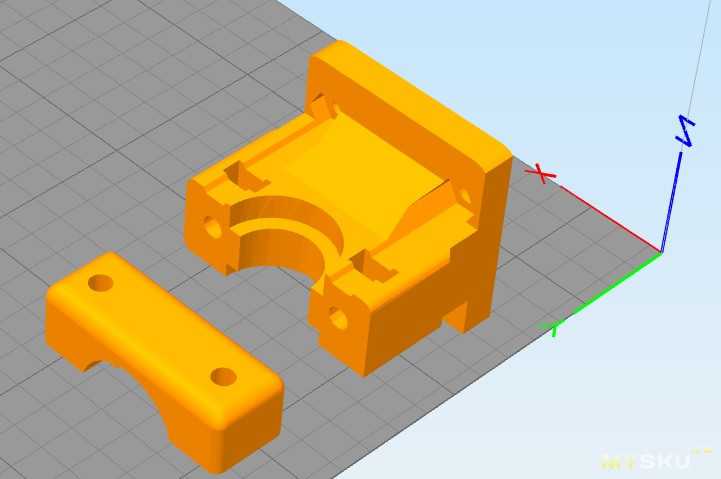
Описание этапов изготовления оснастки методом 3D печати
- Экспорт 3D-модели изделия из программы трехмерного моделирования Для 3D-печати необходимо иметь файл 3D-модели в формате STL. Все программные пакеты, используемые для проектирования обьемных моделей, поддерживают сохранение в этот формат.
- Преобразование 3D-модели в G-code и загрузка на 3D-принтер 3D-модель разбивается на слои с преобразованием в управляющий код для принтера. Это выполняется автоматически в специальном ПО для компьютера, идущем в комплекте.Процесс аналогичен написанию программ для ЧПУ станков, но не требует специальных навыков и сводится к нажатию одной кнопки.Пользователю нужно лишь указать некоторые параметры, влияющие на компромисс между скоростью печати, качеством и прочностью изделия.
- 3D-Печать. Для запуска печати необходимо загрузить файл g-code на 3D-принтер по локальной сети через Wi-Fi или Ethernet.Печать длится от нескольких минут до нескольких суток, в зависимости от обьема модели.Управление станком осуществляется через локальную сеть с любого компьютера, планшета или смартфона. Присутствует разграничение прав доступа для по паролю.Встроенная камера позволяет контролировать процесс из любой точки мира.
- Механическая постобработка и покрасочные работы. После окончания печати модель имеет неровности, обусловленные послойной наплавкой пластика.1. Начальный этап постобработки модели — устранение грубых неровностей (если таковые имеются из-за геометрии 3d-модели), а так же выламываемого материала, строящегося под свисающими частями.Допустимо использовать любые низкооборотистые шлифмашины. При шлифовке самого пластика машинами на высоких оборотах он будет плавиться, что нежелательно.2. Склейка модели, если она была напечатана по частям, производится клеями для пластика. Мы применяем эпоксидный клей ЭДП. Если текучесть мешает процессу склейки, то используем Поксипол.3. Далее следует покрытие всей поверхности жидкой шпаклевкой (двухкомпонентной), для заполнения впадин и слоистости изделия. Желательно выполнять краскопультом.4. Шлифовка. Выполняется как орбитальными шлиф машинами, так и вручную. Цель — выравнивание нанесенного ранее слоя. Необходимо постепенно снижать размер зерна на наждачной бумаге, доводя до пригодного к покраске.5. Покраска. Рекомендуется предварительная грунтовка акриловым грунтом. Краска — автомобильная акриловая эмаль. Но можно использовать более дешевые краски.Перед нанесением каждого покрытия поверхность необходимо обезжиривать с помощью спец составов либо растворителя 646. Использование ацетона не допускается.Используемый пластик PLA не обладает химической стойкостью, но при проведении окрасочных работ не разрушается и обеспечивает хорошую адгезию.
В случае, если печать была выполнена с наилучшим качеством (в настройках ПО), то поверхность получается очень гладкой, что дает возможность обойтись без этапа обработки поверхности жидкой шпаклевкой.Таким образом существенно ускоряется постобработка. Однако, это приводит к большему времени печати.
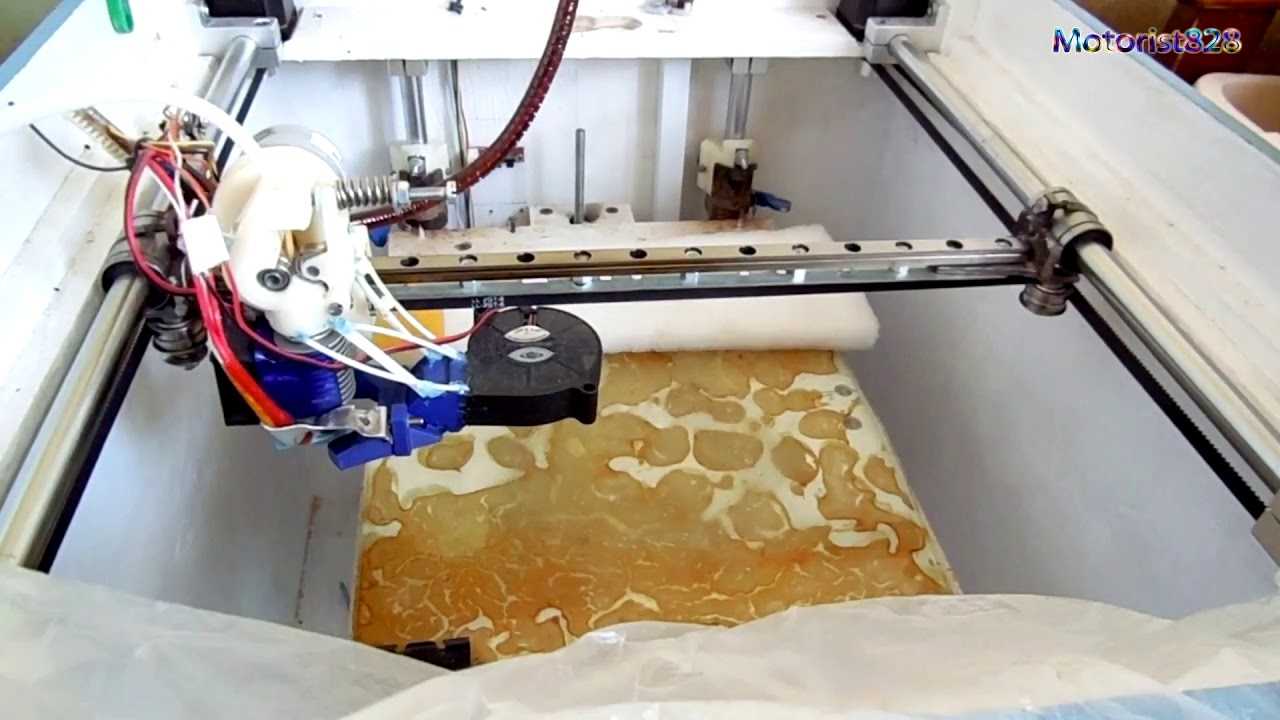
Как работает 3D принтер
Принцип 3D-печати заключается в создании материального трехмерного объекта, который должен соответствовать компьютерной модели, разработанной в программе 3D-моделирования или на основе 3D-скана.
- При использовании технологии FDM за создание объемной модели отвечает аддитивный процесс, когда объект создается путем нанесения слоев материала друг на друга снизу вверх, пока не получится копия такой же формы, как в чертеже. Таким способом создаются изделия из пластика.
- В случае применения технологии SLA (стереолитографии), объект создается посредством фотополимерной печати: специальные смолы в расплавленном виде поступают на платформу, где под воздействием лазерного излучателя затвердевают.
Помимо пластика и фотополимерных смол в качестве расходного материала используются металлические порошки и металлоглина.
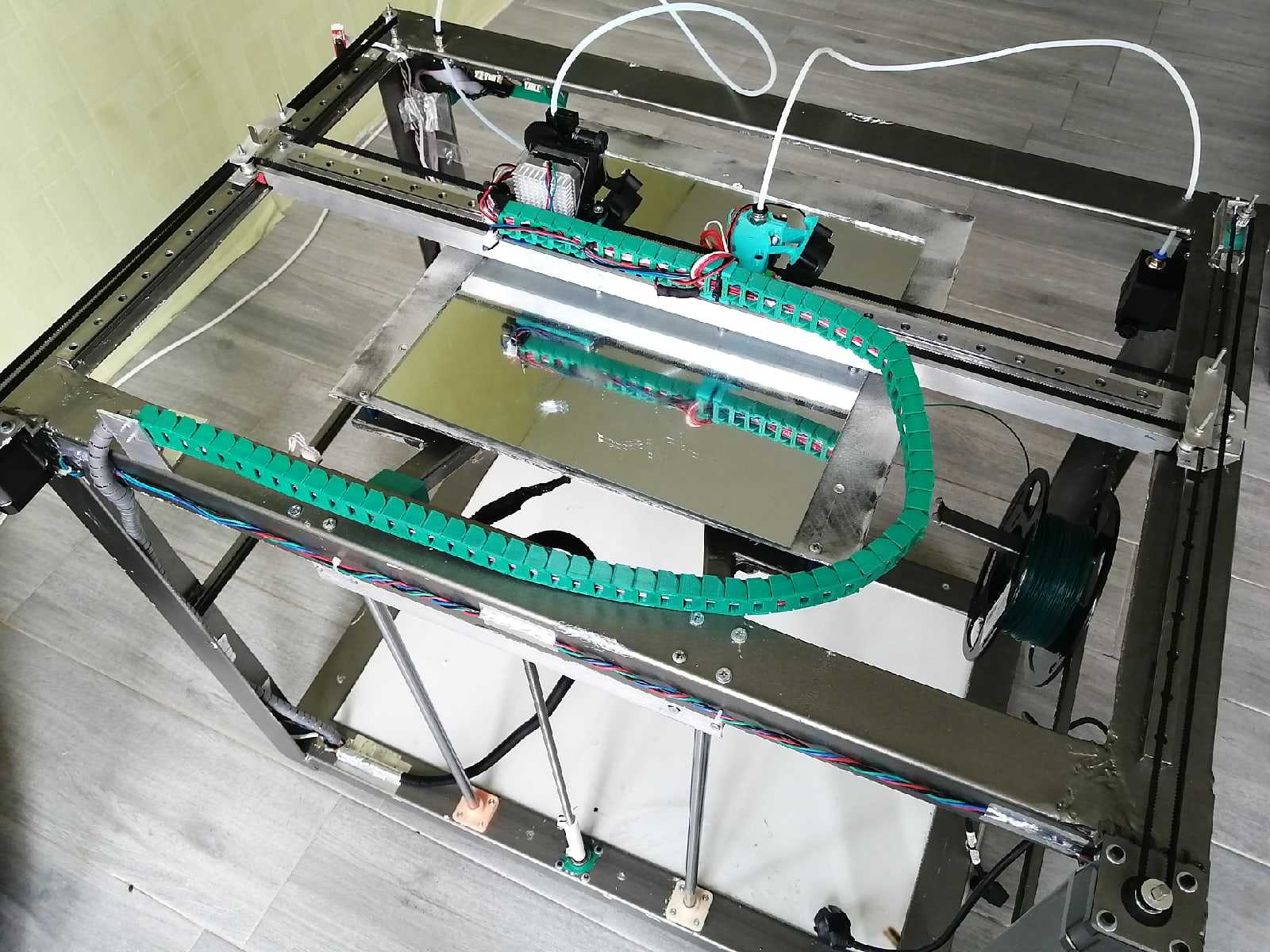
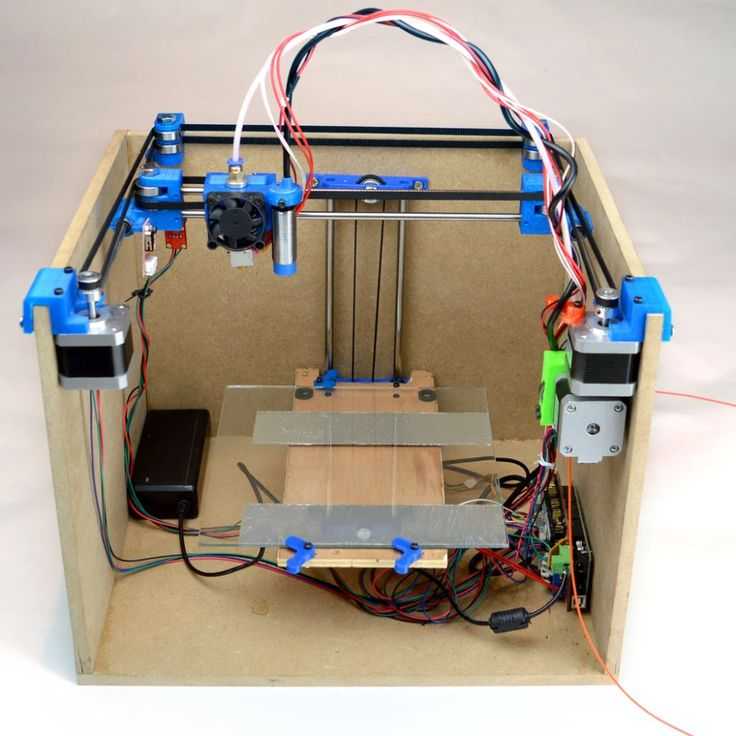
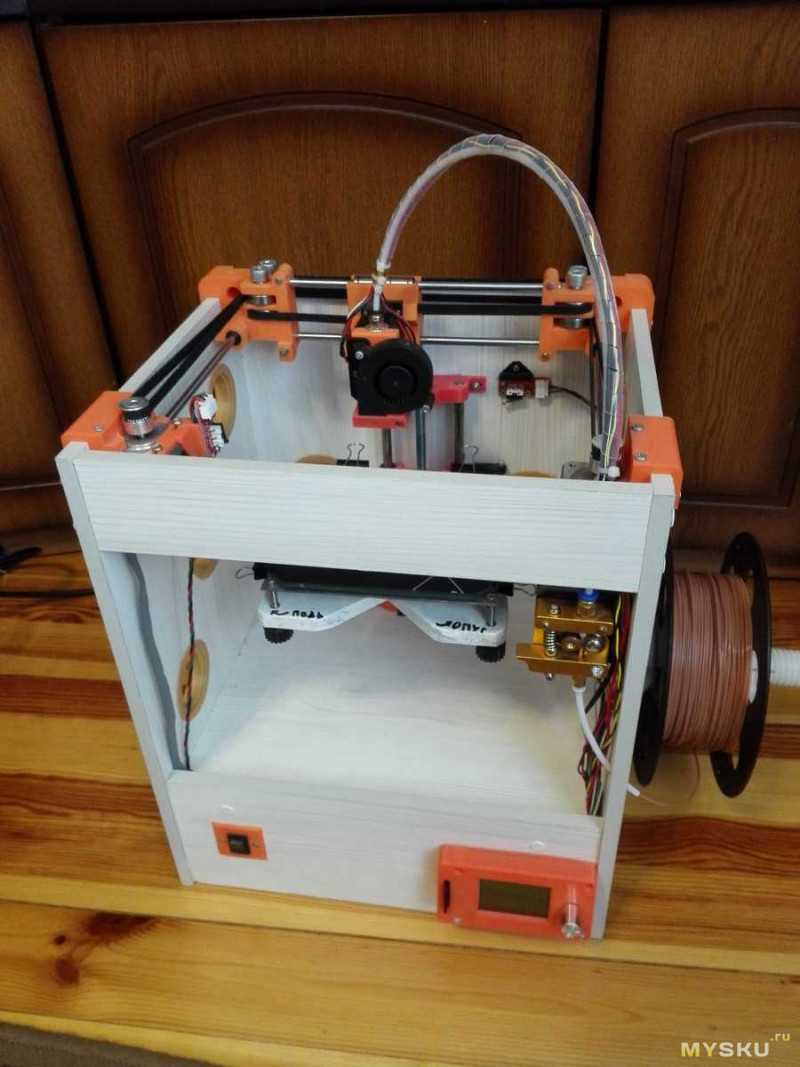
Наиболее распространенным считается первый вариант, поэтому популярностью пользуется FDM-оборудование. Независимо от модели оно представляет собой простую конструкцию: и состоит (не считая корпуса) из следующих элементов:
- печатающая головка (экструдер) – с помощью системы захвата отмеряет точное количество материала, разогревает его и выдавливает полужидкую массу;
- рабочий стол (платформа для печати) – на нем формируются детали и «выращивается» изделие;
- линейный и шаговый двигатели – приводят в движение экструдер, регулируют скорость и точность печати;
- фиксаторы – датчики, определяющие координаты печати, и ограничивающие движение печатной головки;
- рама – объединяет все элементы в единую конструкцию, которая управляется электронным блоком.
В 3D-принтерах используется материал преимущественно двух видов:
- ABS – прочный и долговечный пластик, из которого изготавливают детали конструктора LEGO;
- PLA — биоразлагаемый нетоксичный полимер на основе молочной кислоты.
Изготовление автозапчастей на 3D принтере
Если вы решили создать мастерскую по печати 3D принтере, то рекомендуем вам попробовать печатать автозапчасти. В нашей стране огромное количество автомобилей. И практически каждый автолюбитель сталкивался с ситуацией, когда нужную деталь необходимо заказывать и долго ждать, даже если деталь достаточно простая.





Производство изделия состоит из двух фаз:
- создание макета
- сама печать.
Макет создается в специальной программе, а со временем, макеты накопятся и эту фазу вы будет все чаще пропускать. Преимуществом 3D печати изделий является точность, простота и универсальность. Ведь можно печатать самые разные детали, а также фрагменты корпуса.
Особенности ПО для подготовки к 3D-печати
Для подготовки к 3D-печати программное обеспечение должно иметь связь с принтером. Помимо этого, могут понадобиться несколько пакетов для создания качественной модели.
Программные обеспечения обычно включают в себя несколько функций:
- само создание 3D-графики — сцены и объекты;
- рендеринг для проекции;
- обработка и коррекция рендера;
- подача изображения на принтер;
- возможность анимации модели;
- совместимость с другими ПО для коррекции.
Существуют несколько способов моделирования:
- полигональный — для создания архитектурных зданий, мебели и неорганических предметов;
- скульптинг — предназначен для создания фигур людей, животных, ювелирных украшений. С помощью скульптинга и текстуринга создаются реалистичные модели персонажей для компьютерных игр и коллекционирования;
- процедурный — направлен на создание сложных технических объектов, машин, деталей для профессионального оборудования.
Важно! Несмотря на многообразие уроков на платформе YOUTUBE, следует внимательно подходить к выбору обучающего материала.
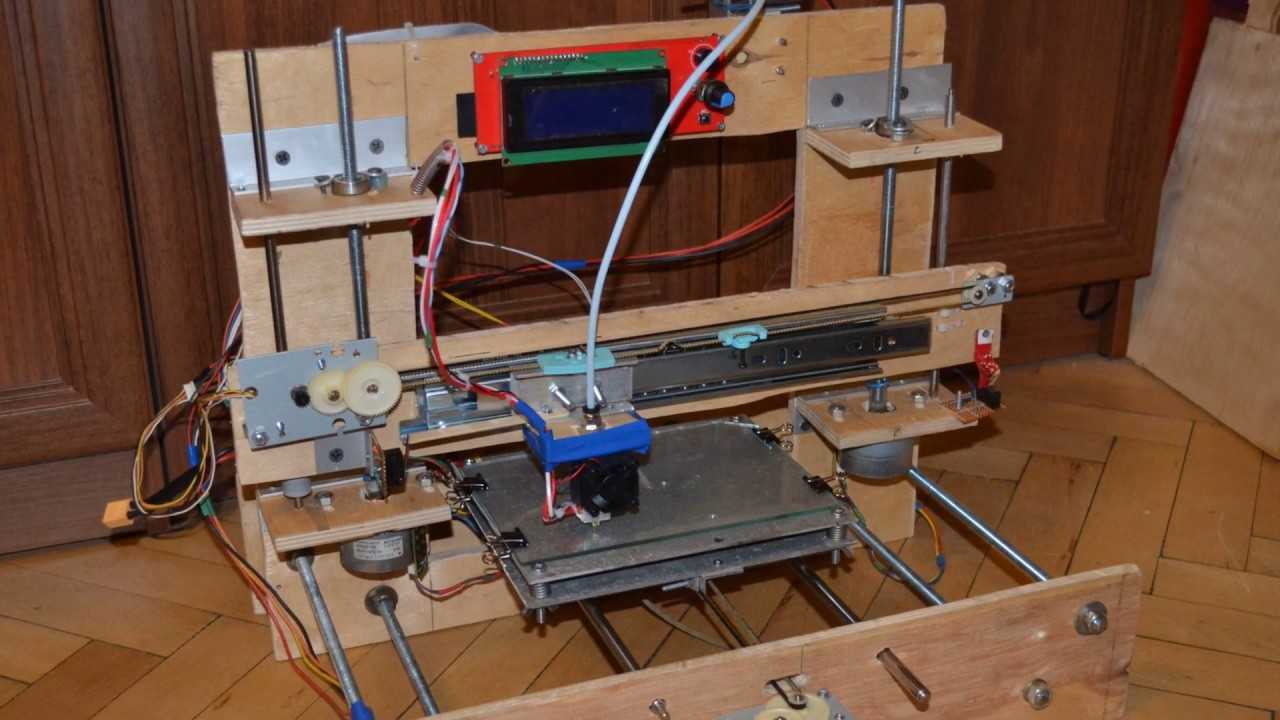
В заключение
Поэтому сегодня тема «Создание 3D-принтера своими руками», которая не так давно поднималась очень редко, сейчас просто не пользуется большим спросом. Мастера научились делать такие приспособления самостоятельно. Основные преимущества домашних моделей в том, что они в несколько раз дешевле готовых заводских. Кроме того, качество печатных моделей в некоторых случаях ничем не уступает, а может быть, даже лучше, чем у заводского оборудования. Чаще всего это проявляется при сравнении дешевых китайских устройств с самодельными. Так что надеемся, что теперь каждый сможет при необходимости собрать 3D-принтер своими руками. И поможет в этом подробная инструкция, представленная в обзоре.