Процесс производства филамента
В промышленном производстве филамента используются, как правило, большие экструзионные линии в виде больших машин, которые способны за одну партию делать сразу несколько прутков (причем без разброса диаметра), что позволяет достичь больших объемов производства. Огромное количество сырьевых гранул нагреваются вместе с определенным количеством мастербатча, причем чтобы добиться цветового постоянства, используются одни и те же пропорции, заранее определенные в научно-исследовательских отделах компаний-производителей филамента. Однако основной принцип промышленного производства филамента почти ничем не отличается от производства домашнего. На иллюстрации ниже показано схематическое изображение этого процесса, а на двух нижеследующих фотографиях – то, как эти конвейерные линии выглядят в реальной жизни.
![]()
![]()
![]()
Наиболее значимые отличия – то, что филамент, создаваемый в домашних условиях, не охлаждается сразу после экструзии, и то, что настольный экструдер может экструдировать только один пруток, в связи с чем объемы домашнего производства заметно уступают производству промышленному, где за час можно изготовить несколько сотен килограмм филамента. Кроме того, у домашнего экструдера может не быть специальной машины, которая автоматически наматывала бы экструдированный филамент на катушки. Плюс ко всему, в некоторых случаях эти приборы оборудованы устройством для автоматической проверки диаметра филамента.
Рынок 3D-печати
Структурно рынок объемной печати можно условно разделить на 2 основных сегмента: рынок оборудования и рынок расходных материалов для 3д-печати. Как уже было многократно отмечено, индустрия аддитивных технологий, по мнению большинства финансовых аналитиков и экспертов в области бизнеса, относится к категории наиболее привлекательных сфер для инвестирования.
Не удивительно, что проводимые исследования и публикуемые прогнозы предрекают рост рынка 3d-печати в целом и его составных элементов в частности. Драйвером роста, при этом, является ожидаемое и очень активное развитие мелкосерийного производства – так называемая “крафтовая революция”.
Рынок расходных материалов
На сегодняшний день наиболее потребляемыми материалами на рынке 3д-печати являются:
- Фотополимерные материалы;
- Термопластичные волоконные материалы;
- Термопластичные порошки;
- Металлические порошки;
- Пескообразные и вяжущие материалы;
- Специализированные сварочные проволоки.
Ожидается, что дальнейшее развития рынка материалов будет развиваться путем создания специализированных веществ и рецептур. Сопутствующим фактором, при этом, будет рост эффективности применения таких материалов и снижение их себестоимости.
Что касается анализа рынка с точки зрения потребителей, то тут, прогнозируют эксперты, основными драйверами будут выступать: аэрокосмическая индустрия; медицина; архитектура и образование. В итоге, по мнению аналитиков из Report Buyer, совокупный объем мирового рынка 3dp материалов составит к 2025 году $8 млрд.
Рынок 3D-принтеров
Если насчитывает уже несколько десятилетий, то история бизнеса в данной области сейчас только начинается – по мнению экспертов рынок 3d-принтеров зародился лишь 5 лет. При этом он демонстрирует существенные темпы роста. Так, в 2015 году его объем уже оценивался в $4,8 млрд.
В настоящий момент аналитики отмечают двукратные темпы роста. Так, по мнению авторитетной компании Delloite объем мирового рынка 3D-принтеров в 2020 году составит $20 млрд.
Что касается структуры рынка, то по итогам продаж данной категории оборудования в 2016 году, порядка 95% пришлось на так называемые домашние 3d-принтеры. Ожидается, что в обозримой перспективе данный баланс будет меняться в пользу принтеров профессионального класса, что будет обусловлено развитием бизнес-применения 3d-печати.
Рынок услуг 3D-печати
Ключевое значение для развития индустрии объемной печати в целом, по мнению экспертов и аналитиков, имеют перспективы дальнейшего становления и развития бизнесс-применения 3д-печати.
Так, в период с 1988 по 2015 год среднегодовой темп роста рынка аддитивных технологий (создание 3D-моделей) составил, по данным Wohlers Associates которые приводит РБК, 26,2%. Совокупная выручка компаний, занятых в производстве и обслуживании 3D-принтеров в мире, в 2015 году превысила $5,16 млрд. По данным Context, мировой рынок услуг 3D-печати к 2020 году достигнет $17,8 млрд.
Описание технологии FDM-печати
В основе FDM-технологии (как и любой технологии 3D-печати) лежит принцип создания объемного объекта последовательными слоями расходного материала, которые в процессе выращивания изделия соединяются между собой.
Для изготовления пластиковой заготовки необходима цифровая трехмерная модель, которую загружают в принтер в формате STL. После этого файл обрабатывается («разрезается» на слои) и преобразуется в программу, которая руководит процессом печати.
Филамент (расходный материал) для FDM-принтера — это термопластик в виде нити или прутка, намотанный на катушки. Он поступает в печатающий модуль принтера (экструдер). В печатающем блоке пластиковая нить нагревается, расплавляется и выдавливается через отверстие металлического сопла на рабочую поверхность. Печать изделия происходит послойно снизу вверх; слои разогретого пластика спекаются (склеиваются) между собой.
![]()
Таким образом, происходит выращивание модели по точным цифровым параметрам. Экструдер перемещается в горизонтальной (вперед-назад и справа-налево) и в вертикальной плоскости (вверх-вниз). Печатающий модуль управляется шаговыми двигателями, которые точно воспроизводят контуры детали.
На FDM-принтере можно напечатать любое изделие: пустотелое или со сплошным заполнением, простой геометрической формы или сложной конфигурации — все зависит от цифрового образца, выбранного пользователем.
Во избежание деформации изделия сложных очертаний (с горизонтальными перемычками, мелкими деталями, острыми углами) печатают из основного и вспомогательного материала (материала поддержки). После остывания заготовки вспомогательный элементы удаляют.
Справка! У принтера может быть несколько печатающих головок: так можно создавать модели из термопластика разных цветов или использовать основной филамент и вспомогательный для создания изделий сложных геометрических форм.
Объемная печать методом послойного наплавления используется для создания функциональных моделей (макетов) компьютерной техники, автомобилей, архитектурных сооружений. С помощью FDM-принтера можно напечатать изделия, использующиеся в быту: посуду, мебельную фурнитуру, сувениры и игрушки.
Бытовые модели принтеров рассчитаны на выпуск изделий малых размеров. На промышленных устройствах с большой рабочей платформой (1000 мм×1000 мм) можно создавать крупные пластиковые заготовки и дизайнерские прототипы внушительных габаритов.
FDM/FFF/экструзия
3D-печать с использованием экструзии термопластика сейчас наиболее популярна и проста. Своим именем процесс Fused Deposition Modeling (FDM) обязан долговечности. Технология FDM Stratasys появилась примерно в начале 1990-х годов и на сегодняшний день представляет собой процесс 3D-печати промышленного уровня. Распространенные 3D-принтеры начального уровня, которые появились с 2009 года, использующие подобный процесс в более простой форме, называются Freedom Fabrication (FFF). Самые ранние RepRap машины и все, что появилось на их базе, используют метод экструзии.
Процесс заключается в плавлении пластиковой нити, которая выдавливается нагретым экструдером слой за слоем на специальной рабочей поверхности. Каждый слой затвердевает и скрепляется с предыдущим.







Stratasys разработали целый ряд запатентованных материалов промышленного уровня для FDM-печати. На рынке растет диапазон материалов для FFF 3D-принтеров, самые распространенные — ABS и PLA.
Для процессов FDM/FFF требуются опорные конструкции для любых конструкций с нависающими деталями. После появления принтеров с двумя экструдерами, эта проблема отошла на второй план.
С точки зрения надежности FDM от Stratasys является очень точным и удобным процессом для офисной или студийной работы, хотя и нуждается иногда в длительной пост-обработке. FFF аппараты начального уровня гораздо менее точные, чего и следовало бы ожидать.
Эти процессы могут быть медленными для сложных геометрических фигур, возможны проблемы с адгезией слоев друг с другом. Но многие внешние проблемы решаемы с помощью пост-обработке простого ацетона.
Металлическая 3D–печать. Металлы
Металл для 3D–печати №1: Титан
![]()
Чистый титан (Ti64 или TiAl4V) — один из наиболее часто применяемых для 3D–печати металлов, он определенно один из самых универсальных, он прочен и легок. Титан задействуется как при процессе расплавления в заранее сформированном слое, так и при процессе разбрызгивания связующего вещества и применяется главным образом в медицинской промышленности (для изготовления персональных протезов), а также в аэрокосмической отрасли, автомобилестроении и в станкостроении (для изготовления деталей и прототипов). Но есть одна проблема. Титан очень химически активен и в порошкообразном виде легко взрывается. Поэтому необходимо, чтобы титановая 3D–печать проходила в вакууме или в аргоновой среде.
Металл для 3D–печати №2: Нержавеющая сталь
![]()
Нержавеющая сталь — один из наиболее дешевых металлов для 3D–печати. В то же время она очень прочна и может применяться в широком спектре производственных и даже художественно-дизайнерских приложений. Используемый тип стального сплава содержит также кобальт и никель, его очень трудно сломать, при этом он обладает очень высокой эластичностью. Нержавеющая сталь используется почти исключительно в промышленности.
Металл для 3D–печати №3: Инконель
![]()
Инконель — это суперсплав, выпускаемый компанией Special Metals Corporation, ее зарегистрированная торговая марка. Сплав состоит в основном из никеля и хрома и очень термостоек. Поэтому его применяют в нефтяной, химической и аэрокосмической (для черных ящиков) отраслях.
Металл для 3D–печати №4: Алюминий
![]()
Из-за легкости и многофункциональности алюминий очень популярен в 3D–печати. Обычно используются сплавы на основе алюминия.
Металл для 3D–печати №5: Кобальт-хром
![]()
Этот сплав обладает очень высокой удельной прочностью (т.е. прочностью, деленной на плотность, что в целом показывает силу, которую требуется приложить на единицу площади для разрыва). Он чаще всего используется в производстве турбин, зубных и ортопедических имплантов, везде, где 3D–печать стала доминирующей технологией.
Металл для 3D–печати №5. Медь и бронза
![]()
За некоторыми исключениями медь и бронза применяются в процессах воскового выплавления, в процессе расплавления в слое — редко. Дело заключается в том, что эти металлы не очень подходят для промышленности, они чаще применяются при изготовлении произведений искусства и поделок. На colorFabb предлагаются оба металла — в качестве основы специального металлического филамента.
Металл для 3D–печати №6. Железо
![]()
Железо, в т.ч. магнитное, тоже в основном используется как добавка к филаментам на базе PLA, которые производятся, например, ProtoPasta и TreeD.
Металл для 3D–печати №7. Золото, серебро и другие благородные металлы
![]()
Большинство компаний, занимающихся процессом расплавления в заранее сформированном слое, могут задействовать при 3D–печати такие благородные металлы, как золото, серебро и платину
Здесь наряду с сохранением эстетических свойств материалов важно добиться оптимизации работы с дорогим исходным порошком. 3D–печать благородными металлами требуется для ювелирного дела, медицинских приложений и электроники
Основные этапы проведения работ по хромированию пластика
Для того, чтобы добиться желаемого результата работ, наше производство соблюдает следующие этапы по хромированию пластика:
- Подготовка изделия и элементов для обработки, удаление грязи и прочих негативных факторов, препятствующие качественной работе.
- Газопламенная обработка, используется соответствующий температурных режим для пластиковых изделий.
- Обезжиривание поверхности. Точный состав подбирается в соответствии с техническими и физическим параметрами пластика.
- Приготовление химического состава с использованием дистиллированной воды.
- Активация поверхности пластика при помощи распылителя, который адсорбирует активатор после распыления.
- Нанесение тонкого слоя для придания зеркального вида пластмассе.
- Промывка изделия в составе с дистиллированной воды.
- Сушка изделия для первичного слоя.
- Адгезивная обработка и финишное полированию поверхности при помощи ветоши или иного мягкого материала.
- Финишная лакировка под требуемый цвет (золото, серебро, и т.д.).
Как видно, все этапы требуют строго соблюдения технологического процесса, где необходимо соблюдать требования по нанесению каждого слоя на поверхность элементов из пластмассы.
Если у вас остались вопросы, и вы хотите получить бесплатную помощь специалистов, позвоните нам или оставьте свой контактный номер телефона.
Процесс непосредственной печати FDM
Цикл работы FDM-принтера можно разбить на несколько этапов:
- Процесс печати запускается электронными блоками управления и происходит в точном соответствии с алгоритмами загруженного G-code.
- Филамент (термоплавкий пластик в виде нити или прутка) поступает в печатающий блок принтера и под воздействием высокой температуры нагревается.
- Расплавленный пластик выдавливается через отверстие в металлическом сопле и наносится сначала на рабочую поверхность принтера, а затем на уже напечатанные слои.
- Пластиковая заготовка наращивается снизу вверх путем склеивания слоев горячего филамента между собой. При необходимости слои изделия чередуются со слоями элементов поддержки.
- После завершения печати заготовке дают остыть и снимают с рабочего столика.
![]()
Расходный материал различается по температуре плавления и толщине. Пластиковая нить может быть легкоплавкой (до 200⁰С) и тугоплавкой (300-350⁰С). Этот параметр необходимо учитывать при выборе принтера: бытовые модели нагревают филамент незначительно, промышленные обладают большей мощностью.










Пластиковая нить или пруток может быть тонкой (1,75 мм в диаметре) или более толстой (3 мм). Для каждого сечения подбирается подходящее сопло, диаметр отверстия которого варьируется от 0,15 мм до 0,5 мм.
<?php /**/ ?>
Внимание! Каждая модель принтера может работать только с одним размером полимера, поэтому подбирайте расходные материалы, исходя из возможностей устройства.
Первый слой заготовки присоединяется непосредственно к рабочей платформе. От того, насколько прочно пластик «склеится» с рабочей поверхностью, зависит качество изделия. Если устройство недостаточно выровнено, сцепление нижних слоев с рабочим столом не произойдет, и принтер начнет печатать в воздухе, не создавая изделие.
Если расстояние между печатающим модулем и платформой слишком мало, выдавливание пластика из экструдера не произойдет, и печать не начнется. Поэтому начало производственного цикла (печать нижних слоев заготовки) необходимо контролировать и при необходимости остановить работу принтера и перезапустить его.
Принтер Creality Ender 5 Pro
3D принтер Creality Ender 5 Pro — это модернизированная версия принтера Ender 5, которая занимает достойное место в категории профессиональных 3D принтеров.
Uses of Resin 3D Printing
Jewelry making
Resin 3D printers produce smooth, precise, and good looking models. They use castable materials for processing to the final pieces. One can create a desired Jewelry which is useful in the fashion and beauty industry.
Dentistry
Manufacturers use 3D resin printing to make end-user products as well as training models. One can use compatible dental resins to make specific objects like:
- Crowns
- Bridges
- Surgical drill guides
- Impression trays
- Aligners
- Splints
They will use compatible CAD software to create these products.
Miniatures
Miniatures make use of resin 3D printers in making several components. Immediately you build a miniature; you can put it to use. The design is practical to gamers and hobbyists of all kinds.
Animation and Props
People use computer-generated imageries to make cartoons and films. On the other hand, the props are also in use. Most of the moviemakers, designers, and toymakers use it to improve digital design.
Prototyping and Product Developments
You can use this method to produce particular products with intricate designs. One can make prototypes and that are suitable for demonstrations. One can use several resin technologies in making particular prototypes.
When the prototype goes through, it will lead to the development of new products.
https://youtube.com/watch?v=b-sIcYo8isI
Цвет филамента
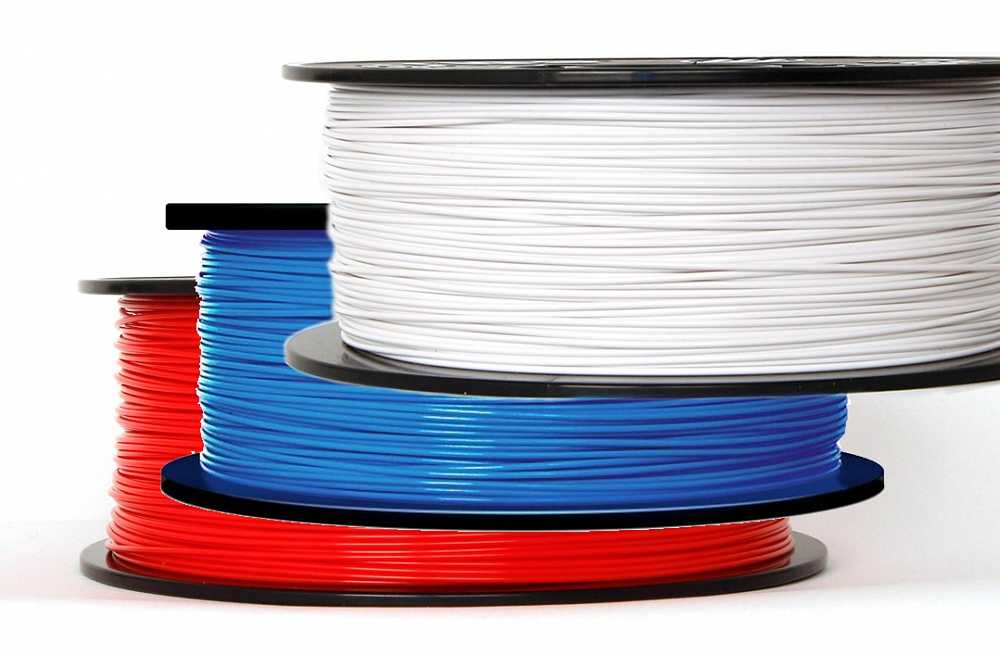
Эти сырьевые гранулы, как правило, белые или прозрачные, а их размер составляет всего несколько миллиметров. Эти гранулы смешивают с так называемым «мастербатчем» – это тоже гранулы, которые используются либо для окраски пластика (его называют «цветовым мастербатчем»), либо для придания ему дополнительных свойств (его называет «присадочным мастербатчем»). Цветные мастербатчи – это концентрированные смеси цветовых пигментов, которые в процессе нагревания были преобразованы в смолистое вещество, а затем охлаждены и порезаны до маленьких гранул. То, как они выглядят, можно посмотреть на фото ниже.
![]()
Цветовой мастербатч – это концентрат цветового пигмента, поэтому для придания сырьевым гранулам какого-то цвета к ним нужно добавить лишь совсем немного мастербатча. На фото ниже сырьевые гранулы лежат вперемешку с мастербатчем, чтобы придать филаменту красно-вишневый цвет. На следующем фото показаны разные пропорции сырья и мастербатча, чтобы сделать цвет филамента разным по насыщенности.
![]()
![]()
Таким образом, окрашивание филамента происходит путем добавления в него различных цветовых мастербатчей. В то же время вы можете смешивать разные мастербатчи и тем самым создавать какие-то новые цвета. Но перед тем как заниматься этим, обязательно сверьтесь с рекомендациями производителей и погуглите такие понятия как «смешение цветов» и «таблица основных цветов». Кроме того, мы бы порекомендовали провести собственные исследования, записывая пропорции сырья/мастербатча и полученные результаты. Если у вас в итоге получился какой-то приятный цвет или вы нашли материалы, которые хорошо друг с другом смешиваются, имеет смысл поделиться своей находкой с другими людьми, т.к. на данный момент информация об этом довольно скудна.
![]()
![]()
![]()
![]()
Как хранить нити PLA и ABS
Известно, что нити ABS и PLA притягивают воду из воздуха. Частицы воды могут вызвать хрупкость, разрушение нитей и даже разрушение, что может усложнить процесс печати. Следовательно, для продления срока годности вашего строительного материала требуется правильное хранение.










Нити, которые вы не используете, рекомендуется хранить в вакуумных пакетах. Они, как известно, поддерживают пустую среду, свободную от влажности воздуха и примесей. Чтобы сделать эту процедуру хранения более эффективной, рекомендуется бросать несколько силиконовых прокладок в вакуумный пакет, чтобы поглощать влагу из воздуха, который оставался после вакуумирования пакетов.
Список экструдеров
На данный момент доступно лишь несколько экструдеров для домашнего использования. Мы скомпоновали их в короткий список, заодно указав несколько важных характеристик.
| Экструдер | Скорость экструзии | Напряжение | Существование и наличие сменных головок и фильтра | Цельный или сборный | Цена |
|---|---|---|---|---|---|
| Noztek Pro | 1 кг – 3-4 часа | 110В и 220В |
|
Сборный |
1164$ |
| FilaFab | Нет сведений | 220В |
|
Сборный | 1170$ |
| Filamaker | Нет сведений | Нет сведений | Нет сведений | Цельный | 1655$ |
| FilaBot Original | 300 м/ч | 110В и 220В |
|
Сборный | 899$ |
| Filabot Wee Kit | 150 м/ч | 110В и 220В |
|
Цельный | 649$ |
| FilaBot Wee Assembled | 150 м/ч | 110В и 220В |
|
Сборный | 749$ |
| Filastruder | 1 кг – 12 часов | 110В и 220В |
|
Цельный | 299$ |
| Lyman filament extruder (DIY) | Нет сведений | Нет сведений | Нет сведений | Нужно собирать самому | 499-900$ |
| Extrusion Bot | 120 м/ч | Нет сведений | Нет сведений | Сборный | 625$ |
Что касается скорости экструзии, то производители указывают ее в двух единицах измерения – либо в килограммах в час, либо в метрах в час. Чтобы было наглядней, можно считать, что одна килограммовая катушка 3-миллиметрового PLA-пластика содержит около 110 метров, а килограммовая катушка 3-миллиметрового ABS-пластика – около 130 метров филамента. Если говорить об 1,75-миллиметровом филаменте, то для PLA это будет около 330 метров, а для ABS – около 400 метров. Впрочем, эти цифры могут варьироваться в зависимости от плотности используемого филамента.
Впрочем, есть один экструдер, который выделяется изо всей этой компании сильнее всего – Noztek Pro. Он поставляется уже собранным, это один из самых дешевых экструдеров в своем классе, у него есть сменные головки, фильтр, охлаждающий механизм (со встроенным вентилятором) и планетарный мотор с высоким показателем крутящего момента. При этом согласно Noztek, отклонение в толщине филамента составляет около 0,04 мм, а скорость экструзии – 1 кг за 3-4 часа. И еще специальный бонус – в комплекте с экструдером идет 500 грамм ABS-гранул.
Noztek Pro предназначен для экструзии ABS и PLA, но по словам представителей компании, экструдировать из HDPE – тоже не проблема. Он не только плавится при температуре 180°C, но и позволяет изготовить качественный филамент, причем используя для этого пластик, который обычно просто выкидывается. Кроме того, цвета тоже смешиваются довольно хорошо. Что насчет газов, то по заявлениям Noztek, их источается не больше, чем при работе 3D-принтера. Однако компания все же рекомендует использовать экструдер в хорошо проветриваемом помещении. Ни измельчителя, ни устройства для намотки филамента в комплекте не идет.
What is 3D Resin Printing?
Well, resin 3D printing is ordinarily that principle of creating the objects by using the photopolymerization process. However, these machines will operate through coding. The device will generate a code right from the uploaded digital model.
The used materials will use UV light, which many refer to them as daylight resins. The storage place for the material is a resin tank or bath.
During the photopolymerization process, there will be a chemical reaction involving the liquid material that will change in properties as you expose it to light. It may be either laser or UV light.
The photopolymerization process manifests in various ways. In our case, our focus will be the solidifying aspect. As you subject a liquid resin to a correct wave light, it will eventually change to solid. The light sources may vary, ranging from LCD panes, lasers, and projectors.
The resin 3D printers will follow a definite construction. Firstly, they consist of a light source. Furthermore, they have a build plate or a build platform that allows object formation.
Lastly, the 3D printer have a resin tank. It is important to note that some tools and features may differ from machine to machine.



