Fused Deposition Modelling (FDM)
Катушка с нитью загружается в принтер после чего нить подаётся на экструзионную головку, которая снабжена нагревающей насадкой. Нагревающая головка с фильерами (экструдер) расплавляет тонкую пластиковую нить и послойно укладывает ее согласно данным математической 3D-модели. Материал спустя некоторое время охлаждается и затвердевает. После того, когда слой завершен, платформа перемещается вниз, и процесс повторяется до тех пор, пока деталь не будет полностью напечатана.
После завершения процесса построения изделия вспомогательные конструкции удаляются, вручную или растворяются в специальном растворе. Готовое изделие может быть использовано в напечатанном виде или подвергнуто постобработке.
FDM является наиболее дешевой и доступной технологией 3D-печати. Для FDM доступен широкий ассортимент термопластичных материалов, подходящих как для прототипирования, так и для некоторых функциональных применений. При этом FDM имеет самую низкую размерную точность и качество по сравнению с другими технологиями. Сразу после печати на поверхности изделия видны грубые линии слоев, поэтому для гладкой поверхности обязательно требуется постобработка. Принцип печати слоев материала приводит к высокой анизотропии материала и изделий.
Преимущества
• Недорогое прототипирование
• Быстрая печать (менее 24 часов)
• Возможность использовать для функциональных деталей (некритическая нагрузка)
Технология
Технология (SLS) подразумевает использование одного или нескольких лазеров (как правило, углекислотных) для спекания частиц порошкообразного материала до образования трехмерного физического объекта. В качестве расходных материалов используются пластики, металлы, керамика или стекло. Спекание производится за счет вычерчивания контуров, заложенных в цифровой модели (т.н. «сканирования») с помощью одного или нескольких лазеров. По завершении сканирования рабочая платформа опускается, и наносится новый слой материала. Процесс повторяется до образования полной модели.
Так как плотность изделия зависит не от продолжительности облучения, а от максимальной энергии лазера, в основном используются пульсирующие излучатели. Перед началом печати расходный материал подогревается до температуры чуть ниже точки плавления, чтобы облегчить процесс спекания.
В отличие от таких методов аддитивного производства, как стереолитография (SLA) или моделирования методом послойного наплавления (FDM), SLS не требует построения опорных структур. Навесные части модели поддерживаются неизрасходованным материалом. Такой подход позволяет добиться практически неограниченной геометрической сложности изготовляемых моделей.
Технология склеивания порошков
Технология склеивания порошков – она же Binding powder by adhesives позволяет не просто создавать объёмные модели, но и раскрашивать их.
Принтеры с технологией binding powder by adhesives используют два вида материалов: крахмально-целлюлозный порошок, из которого формируется модель, и жидкий клей на водной основе, проклеивающий слои порошка. Клей поступает из печатающей головки 3D принтера, связывая между собой частицы порошка и формируя контур модели. После завершения печати излишки порошка удаляются. Чтобы придать модели дополнительную прочность, её пустоты заливаются жидким воском.
![]()
Технология склеивания порошков
Условные обозначения:
1-2 – ролик наносит тонкий слой порошка на рабочую поверхность; 3 – струйная печатающая головка печатает каплями связующей жидкости на слое пороша, локально укрепляя часть сплошного сечения; 4 – процесс 1-3 повторяется для каждого слоя до готовности модели, оставшийся порошок удаляется
В настоящее время 3D принтеры с технологией склеивания порошков изготавливаются компанией Z Corporation.
Stereolithography (SLA)
If you have already mastered the world of FDM printing and need to take it to the next level SLA or stereolithography might be right for you. SLA printing uses a very different printing process than its FDM cousin that can generate a host of tremendous quality prints.
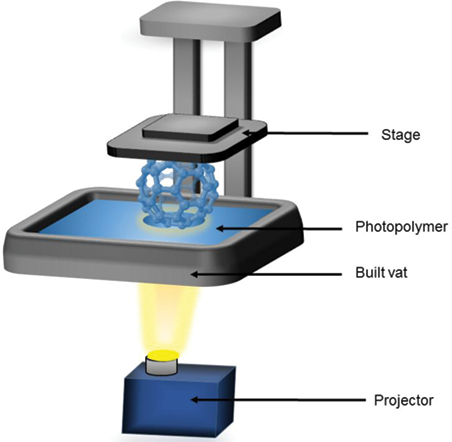
Rather than using plastic filament SLA prints use a liquid resin material, SLA printers take your CAD model then emit ultraviolet light into a vat of UV-curable photopolymer. There your print is divided into tiny slices which then emit ultraviolet light into the photopolymer vat.
![]() Source:
Source:
Each layer is then hardened creating a solid layer. After the print is completed it undergoes a chemical bath to remove the excess resin, then placed in UV light for hardening.
The laser technology used to create the prints will have you creating some of the most accurate and high-resolution prints that you have ever seen, making it perfect for model builders and designers. SLA printing is also much faster than FDM or SLS printing.
Advertisement
https://youtube.com/watch?v=vYWJ8d-I4Lo
Yet, there are some downsides to printing using an SLA printer. Aside from the huge jump in price, SLA printers tend to print in a much smaller volume compared to FDM printers and even some SLS printers, and you will be fairly limited on the type of material you can use.
Even more so, SLA printers need to be handled with care as the resin used to create your hi-def prints is very toxic and not recommended for inexperienced users. Yet if you can overlook these small caveats, SLA printing has the most appeal on this list for those who want to see tremendous detail in their life. SLA printing is .
Селективное лазерное спекание (SLS)
Селективное лазерное спекание представляет собой технологию 3D-печати, в котором под действием лазерного излучения происходит спекание порошкообразного материала, обычно нейлона или полиамида.
Процесс SLS начинается с нагревания камеры принтера, наполненной полимерным порошком, до температуры чуть ниже температуры плавления материала. Специальный механизм подачи и выравнивания материала наносит очень тонкий слой порошка толщиной 0,1 мм на строительную платформу.
CO2-лазер сканирует поверхность слоя порошка и выборочно спекает материал в соответствие с параметрами 3D-модели. Когда лазер просканирует всё поперечное сечение, строительная платформа перемещается вниз на один слой, и процесс повторяется. В результате получается рабочий стол принтера, заполненный деталями и не спечённым порошком.
После завершения процесса печати весь объём рабочего стола с материалом и деталями необходимо охладить и только после этого можно приступать к извлечению и очистке изделий от лишнего порошка. Изделия могут дополнительно пройти постобработку — полировку или окрашивание для улучшения качеств поверхности и внешнего вида.
Детали SLS обладают очень хорошими, почти изотропными механическими свойствами, поэтому они идеально подходят для функциональных деталей и прототипов. Поскольку технология не требует построения поддержек, могут быть изготовлены изделия с очень сложной геометрией. SLS также отлично подходит для мелкого и среднего серийного производства (до 100 деталей).
SLS-принтер — это достаточно высокопроизводительная промышленная система, которая более дорогостоящая и требует больше времени для печати одного изделия (например, по сравнению с FDM или SLA). Детали SLS имеют естественную зернистую поверхность и некоторую внутреннюю пористость. Большие плоские поверхности и маленькие отверстия требуют особого внимания, так как они подвержены деформации под действием высоких температур и спеканию.
Криптовалюта Flamingo (FLM); Подробный обзор
Платформа Flamingo Finance это полнофункциональный протокол DeFi, построенный на блокчейне NEO.
Запуск проекта Flamingo Finance был очень успешным и привлек большое количество инвесторов. Рост популярности Flamingo Finance сопровождает рост других DeFi протоколов и сетей, большинство из которых работают на блокчейне Ethereum. Альтернатива в виде NEO может помочь немного разгрузить цепочку эфира и одновременно открыть новые перспективы для пользователей.
Binance и OKEX также разместили Flamingo и его токен FLM на своих платформах для добычи ликвидности.
Flamingo предлагает своим пользователям всесторонний сервис, решая проблемы внутреннего и внешнего интерфейса на одной платформе. В результате чего пользователи Flamingo могут получить доступ к огромному количеству активов.
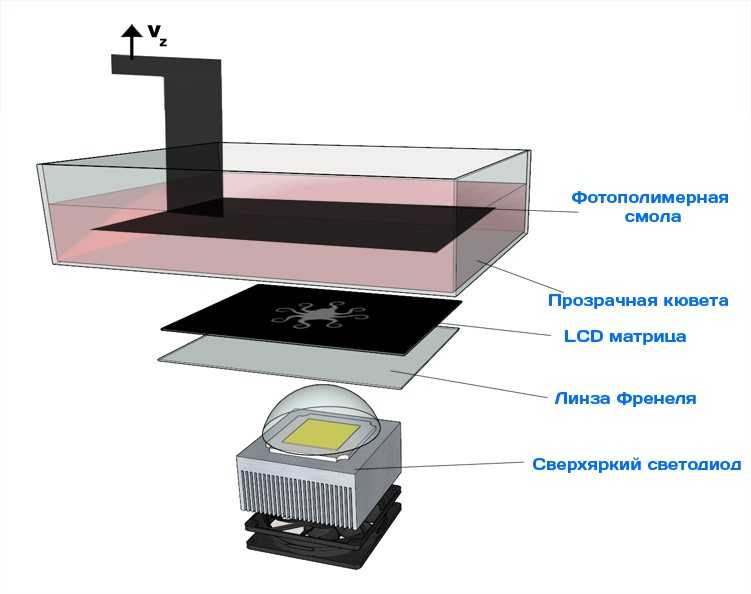
Технологии сверхбыстрой 3D-печати
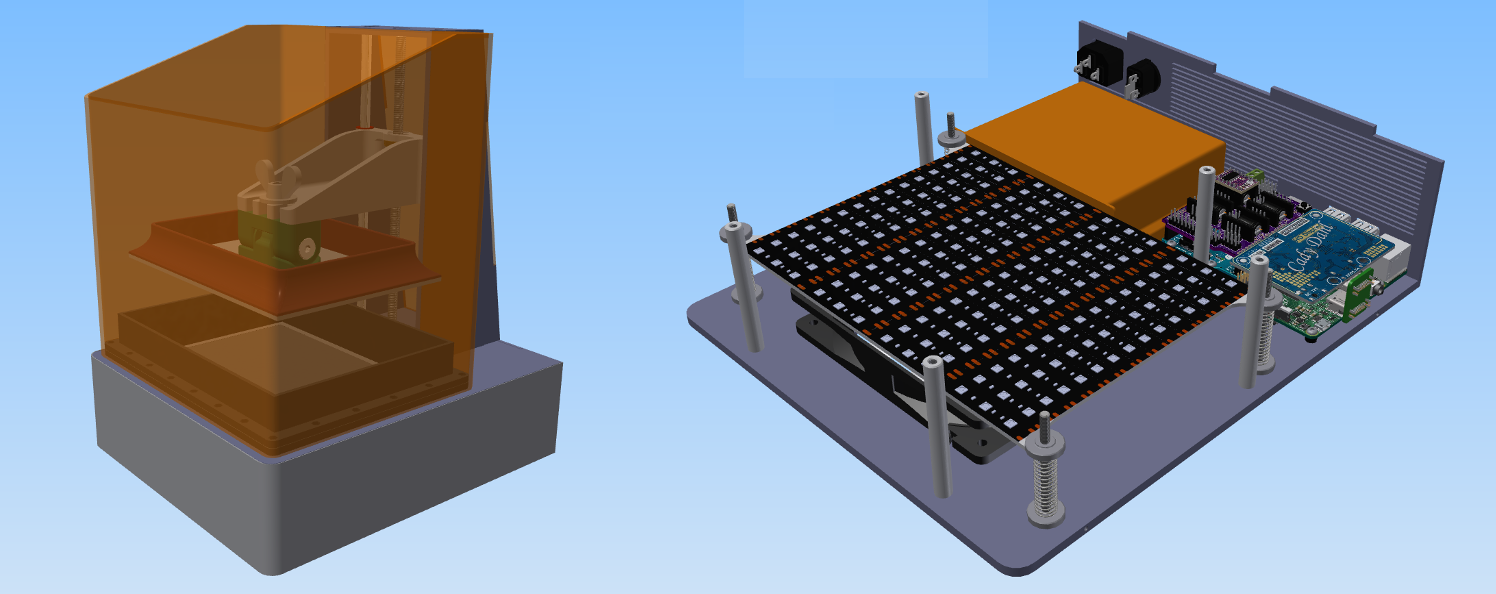
Технология CLIP (Continuous Liquid Interface Production) принадлежит компании Carbon3D и представляет собой метод 3D-печати светоотверждаемыми смолами со скоростью в 20-100 раз выше, чем все другие существующие и доступные на рынке решения. Как и в широко известной стереолитографии (SLA) модели печатаются слой за слоем, однако это происходит непрерывно, что связано с использованием кислорода в качестве ингибирующего вещества. Таким образом, это не только повышает скорость 3D-принтера, но и устраняет слоистость в структуре принта.
![]()
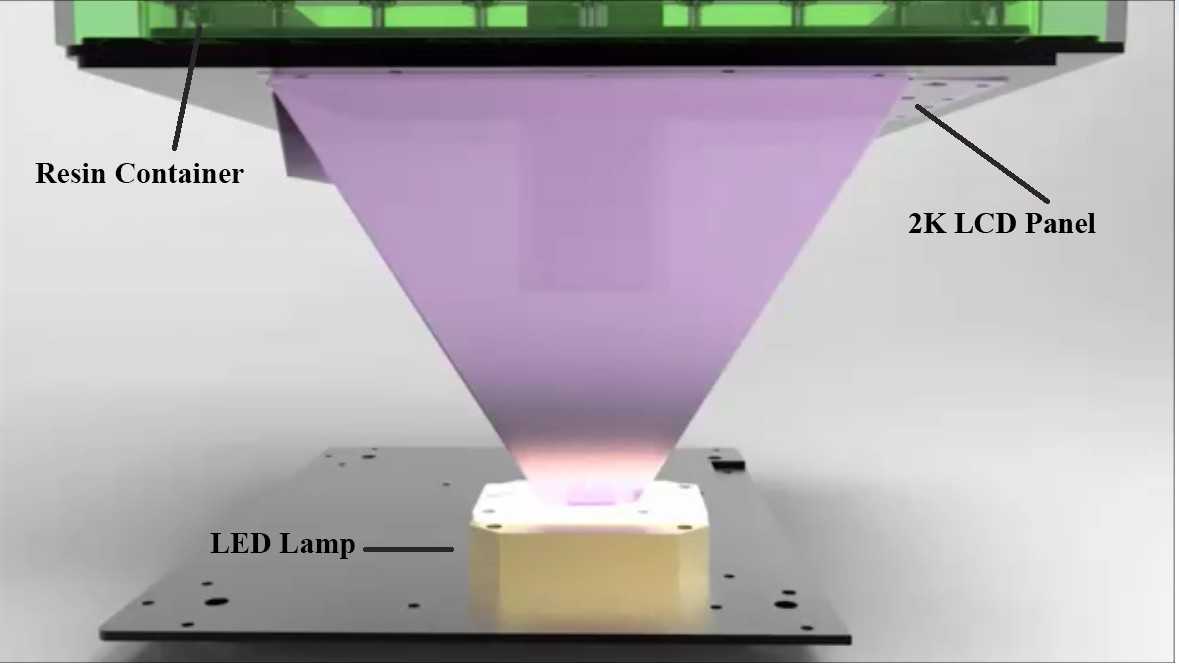
Аналогичная технология представлена компанией Nexa3d и носит название LSPc (Lactant Sublayer Photocuring). Принципиальных отличий от технологии CLIP нет, она также печатает с невероятной скоростью, используя свет и кислород для «роста» объектов. Но эта инновация в финансовом плане доступнее, чем высокоскоростная печать Carbon3D и предназначена для более широкого применения.
![]()
Далее — подробнее об обеих технологиях.
Describing the process
SLS or Selective Laser Sintering is known to be the most common 3D printing technology that is used for industrial applications. Its main material is nylon/polyamide in powdered form. This is a process which uses high powered laser to fuse together small particles of the material.
FDM is a 3D printing method wherein layers of filament materials are melted and fused while it is positioned in a structured way to create an object.
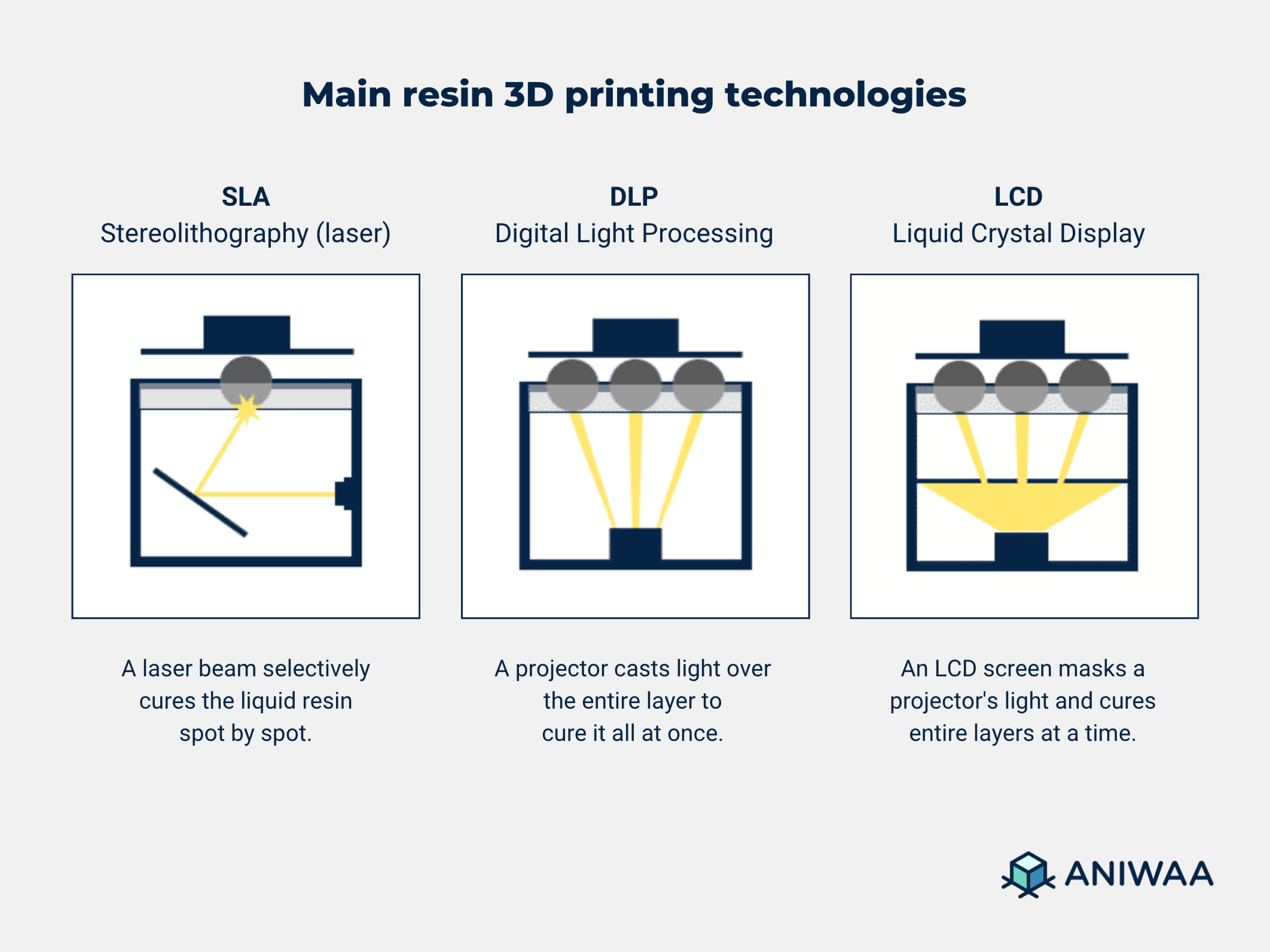
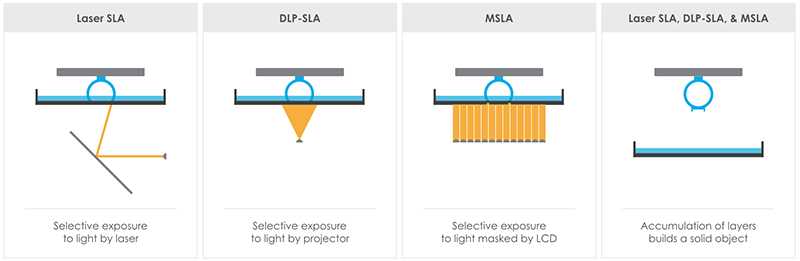
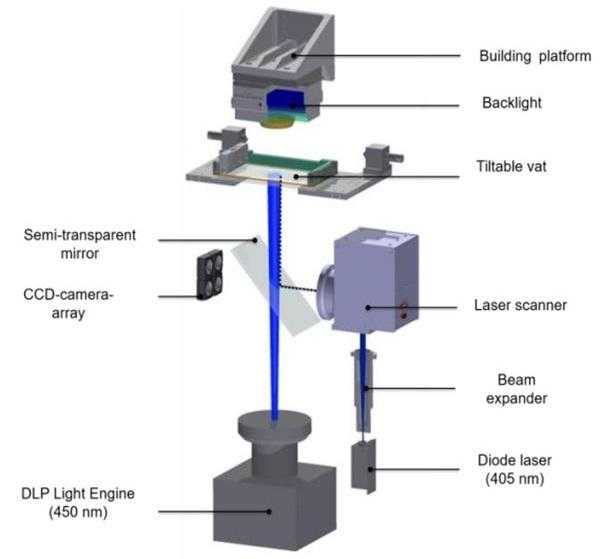
SLA vs DLP
Both SLA and DLP are technologies that create a 3D part by selectively curing polymer resin layer by layer. The only difference is the light source and how it is being used in the process.
SLA utilises UV laser beam to cure or harden the resin material. The laser beam also cures the material layer by layer, and in series of points. DLP, on the other hand uses projector to flash an image across the entire platform at once.
Fused Deposition Modeling (FDM)
Let’s jump into one of the most common forms of 3D printing and the most user-friendly. Even more so, Fused Deposition Modeling printing is the least expensive option on this list. Chances are that if you have ever seen a 3D printer in person or considered purchasing one it was an FDM printer.
This additive form of manufacturing starts with printing a commonly used printing material like ABS or PLA filament, feeding this printed material through a heated printer nozzle. The material takes a semi-liquid state as it is extruded through this very hot nozzle printing tiny layers of your CAD file, hardening upon contact.
https://youtube.com/watch?v=WHO6G67GJbM
There are countless FDM printers out there, cheaper than ever. Compared to some of the printer technologies on this list there is no post work needed on your print. Basically, come up with an idea and print it.
Advertisement
FDM printers can print a host of strong plastic-like materials, carbon fiber, and even wood, making them great for at home projects and even some prototyping. However, there are some downsides to using an FDM 3D printer.
Not only can FDM printing take a long time, but the “print resolution” or level of detail also cannot really compare to some of the other on this list. If you need to create a functional prototype, a highly detailed model etc. FDM printing might not be the best for you.
Stereolithography (SLA)
SLA Process Video by Solid Concepts, Inc
In many ways, SLA printing works in a manner that’s almost opposite to the way that FDM printing works. SLA printing begins with a tank of photopolymer resin – liquid plastic that has sensitivity to UV light. The “printing” is controlled by an ultraviolet laser, which strikes the top layer of liquid resin – curing the liquid into a solid layer, in accordance with the shape of the 3D digital file being printed. With each successive layer, the object being printed is raised out of the liquid (while the bottom of the printed object maintains contact with the top layer of liquid) – such that additional layers are added to the bottom of the object with each pass of the laser. Viewed over time, it can appear that the object is rising (or being pulled) out of the liquid tank. Because each layer is cured with the precision of a laser, objects printed using SLA technology are smooth to the touch and extremely high-resolution.
» Click here to learn more about SLA 3D Printing
Pros and Cons of SLA:
+ Reasonable cost+ Easy to integrate machines into your company+ Exceptional resolution (25–100um), accuracy and surface finish+ Isotropic properties– Material property limitations (close simulations of real plastics)– Post processing can be time consuming and messy
![]()
Source: Giphy
Selective Laser Sintering (SLS)
The last printing technology under Affordable & Accessible, SLS utilizes a laser and mirror galvanometer to sinter cross sections of polymer powder–typically Nylon–in a repeating process where the build platform moves down by a layer and new powder is spread across the part at a precise thickness, resulting in an isotropic part made of real Nylon.
![]()
Source: 3D Hubs
Nylon has very good all-around mechanical and chemical resistance properties, good tensile strength, fair stiffness, high impact strength, and high heat deflection temperatures. SLS has good resolution and — at 100um, and combined with the Nylon materials — results in a smooth surface finish.
Due to the nature of powder sintering, the surface of SLS prints have a grainy texture and are inherently porous (roughly 30%). This porosity can be taken advantage of, however, through vacuum forming molds and dying of SLS parts to achieve a large range of colours.
Although SLS parts do not require supports — as the powder is self supporting — post processing of SLS is rather labour intensive; at the end of a print, the part must be removed and excavated from the block of powder, excess powder blown off the part, and further steps to cleanup are sometimes required.
![]()
Image credit: Stratasys
Outsourced SLS parts are reasonably priced and entry level printers are offered for around $10,000 CAD. However, low-cost SLS machines haven’t broken into product development and engineering the same way as FDM or SLA; partly because it is a newer technology, but also from higher capital cost, space required, cleanup, and tools needed for post processing.
I predict that in the coming years there will be new developments in post processing automation which will make SLS a more viable tool in engineering labs, with the cost of printers dropping too (though likely not to the same affordability as SLA or FDM machines).
![]()
SLS Printed Part
SLA vs. FDM for industrial/desktop 3D printing
FDM and SLA offer two variants of their printers: Industrial 3d printers and desktop 3D printers. The former are extensively used for industrial applications such as end-use parts and the latter is used by hobbyists and for small applications.
Industrial printers comparison
| FDM Industrial 3D printing | SLA Industrial 3D printing | |
| Price of printers | €€€ | €€€€ |
| Build volume | 200 x 200 x 300 mm to 914 x 610 x 914 mm | 2100 x 800 x 700 mm |
| Resolution | ~3-16 microns | ~25-100 microns |
| Speed | High | High |
| Accuracy | High | High |
![]()
Strateo 3D industrial FDM 3D printer
![]()
RPS industrial SLA machine (Source: RPS)
Desktop printers comparison
| FDM Desktop 3D printing | SLA Desktop 3D printing | |
| Price of printers | € | € |
| Build volume | 10 x 10 x 10 mm to 200 x 200 x 200 mm | 145 X 145 x 175 mm |
| Resolution | ~1000 microns(X-Y) ~500 microns (z) | ~25-200 microns |
| Speed | Low | Medium |
| Accuracy | Medium | Medium |
![]()
Strateo 3D IDEX420 3D printer
![]()
Creality LD-002H (Source: Creality)
Printing cost
The overall cost is one of the factors when choosing what type of method is appropriate for your project. Here is the side by side comparison of its printing cost.
SLS vs FDM
SLS is mainly used for industrial applications such as in aerospace, healthcare, electronics, etc. Because of that, SLS printers are usually large and can be very expensive.
Among all the printing technologies, FDM is the cheapest method. It is often used by individuals who do not have big budget to buy expensive printers and 3D printing materials.
SLA vs DLP
Both SLA and DLP uses resin material to print 3D parts. Resin can be very expensive as it costs around $80 to $150 per litre. The difference on their printing costs will only depend on the printer and the manufacturer of the resin material.
Pros and Cons of SLS:
+ Reasonable cost+ Great resolution (100um), accuracy and surface finish+ Stronger & tougher thermoplastics than standard FDM– Isotropic properties– Not as easy to integrate machines into your engineering team
Conclusion to Part 2
Considering the price points for these affordable technologies, we are certainly living in the renaissance for prosumer 3D printing. Rapid prototyping, thanks to these techniques, allows for faster development of new, life-altering inventions, and empowers garage-scientists to experiment with greater ease.
In our next installment we will be covering Exotics & Metals, and the cool capabilities that these types of techniques can offer.
Selective Laser Sintering (SLS)
![]() Source:
Source:
If you are looking to build products, test models, and appreciate unmatched levels of detail on your prints, then SLS printing is the way to go. However, you should be warned the ecosystem, as well as the technology needed to create SLS printing, is expensive, sometimes jumping as high as $15,000.


However, you get what you pay for as the technology here is impressive and an excellent choice for industrial design companies. SLS works by using a laser to melt and fuse powdered raw materials to form a single solid object.
Basically, the powder used for printing in this method can be made of a variety of materials, including silicates, polystyrene, or even metal. SLS printers are the kings of detail, however, their benefits do not stop there.
Advertisement
SLS prints are durable and even fully functional fresh out of the printer, allowing users to print working parts and even a flip book if needed. Though post-production work is required for these prints, users get a print that is ready for use.
Post-processing
After the 3D part is taken out from any printer, there are some finishing touches that need to be done on the 3D part. Post-processing is a stage where the 3D part undergoes a number of processes to enhance its appearance.
SLS vs FDM
Post-processing for SLS is not as complicated as the other technologies. You just have to clean up the unused or unsintered powder which served as support during printing. This can be done manually or with the use of compressed air.
When it comes to FDM, post-processing can be difficult. Improper dissolving of support structure can damage your print or may leave holes on the surface. It also needs specialized equipment such as glass containers or ultrasonic bath.
SLA vs DLP
Post-processing for SLA can be time-consuming. There are some processes wherein the 3D part is required to be disposed and stored in special containers.
Moreover, since DLP printers render images using rectangular voxels, there is also an effect of vertical voxel lines on the surface. Thus, post-processing is also required. The appearance of voxel lines requires sanding process.
FDM v/s SLA v/s SLS
Let us take a closer look at the three most popular 3D printing technologies for printing plastics.
FDM 3D Printing Technology
![]()
Above: FDM 3D Printing Technology/Image Credit: Industry Week
FDM stands for Fused Deposition Modelling. It is also known as FFF or Fused Filament Fabrication, a name originating from the RepRap movement. FDM is the cheapest form of 3D printing technology accessible to everyone. It uses polymer materials in a filament form which are melted by a heater and then extruded onto the build platform in subsequent layers to form the final part.
The most common materials used are PLA and ABS. Other materials like Polycarbonate, Pet-G, Nylon, Exotic filaments like Glow in the dark, wood-filled, metal-filled are also used.
The FDM printers give a coarse finish to the parts as their resolution is limited to 100 microns. The layer lines are visible and rough on the touch. However, they can be post-processed for a finer finish.
FDM printed parts are dimensionally accurate and are recommended for fitment testing, shape test, proof-of-concept models or simple and quick prototyping but are not recommended for aesthetic testing, or complex parts or fine resolution parts.
The main challenge in using FDM printers is the print resolution and the use of supports. The supports are sometimes difficult to remove and leave a spot at the touch point. However, industrial FDM printers use soluble supports to eliminate the support issue.
SLA 3D Printing Technology
![]()
Above: Formlabs Form 3 runs on Low Force Stereolithography (LFS) Technology/Image Credit: Formlabs
SLA or Stereolithography is the world’s first patented 3D printing technology. It is one of the most rapidly growing 3D printing technologies in the world. The industrial 3D printers require huge investment but the desktop printers are far cheaper are provide closely resembling accuracy and perfection. SLA printers provide the highest resolution and accuracy out of the three types of printers. The resolution is as low as 25 microns. It also provides such a smooth finish that the layer lines are almost undetectable.
![]()
Above: Part Printed from an SLA 3D Printer/Image Credit: Sprintray
These printers use a UV laser which is flashed on the resin contained in a tank. On exposure to UV light, the resin hardens. The hardened resin is built up layer by layer to form the final object.
The materials used in SLA printers are photopolymer liquid resins. They are UV sensitive and harden when exposed to UV laser. The resins vary according to the application. The most commonly used resins are tough, castable, flexible, dental, etc.
Parts printed in SLA 3D printing technology are recommended for highly detailed parts which require smooth surface, tight tolerances and functional parts. The smooth finish and high resolution enables it to be used in mould & pattern making, jewellery, dental and model making industry.
SLS 3D Printing Technology
![]()
Above: The ProX SLS 6100 3D Printer from 3D Systems/Image Credit: 3D Systems
SLS or Selective Laser Sintering is a powder bed fusion 3D printing technology wherein the material is in a fine powdered form. This powdered material is melted at a particle level with a CO2 laser to fuse with the adjacent particles to trace out a layer. The object is built layer by layer to form the final object.
The powerful CO2 lasers fuse the powder particles together while the unsintered powder acts as a natural support to the printed part. Due to such a technique SLS can generate complex geometrical parts which are not possible in any other 3D printing technique. The elimination of supports is a big enough reason for the popularity of this technology.
Since the build platform is always completely filled with powder, numerous parts can be printed simultaneously. This helps in faster printing for multiple parts.
The materials used in this type of 3D printing technology are polymer and namely, Nylon. Nylon has good chemical, heat and impact resistance. It is strong and flexible and this makes it the perfect material for 3D printing in SLS.
SLS 3D printing technology is perfectly suitable for complex structures, thin walls, reverse features, etc. These parts have excellent mechanical and strength properties. It is a first choice for functional prototypes and is a cost-effective replacement for injection moulding for small batch productions.
Количество экструдеров
Среди FDM принтеров встречаются модели с одним, двумя, тремя и более экструдерами. Наличие нескольких экструдеров позволит вам печатать различными материалами одновременно. Вы сможете зарядить в принтер несколько катушек с отличными по цвету или техническим характеристикам материалами и получить любой необходимый результат. Таким образом, вы получите возможность создавать разноцветные распечатки, либо же печатать поддержки к модели из легкоудалимых в постобработке материалов (некоторые дизайны с навесными элементами требуют наличие поддержек при печати, которые удаляются вручную в процессе постобработки).
Build materials for 3D printing
FDM materials
Amongst the most widely rigid plastics used for fused deposition modeling, Xometry offers ABS, ABS ESD7, ABS M30, ASA, Nylon PA12, Nylon PA12 Carbon-Filled, Carbon Fiber Reinforced Polyamide 12, PC-ABS Polycarbonate, PC-ISO Polycarbonate, PC-like Heat Resist Translucent, PC-Polycarbonate, PLA, PETG, PEEK, ULTEM 1010, and ULTEM 9085.For example, ASA, an amorphous thermoplastic with improved weather resistance, is widely used in prototyping thanks to its excellent mechanical properties. Plus, it is available in a large variety of colours.
![]()
Examples of FDM 3D printed tiles with ASA in various colours and finishes
SLA materials
Xometry offers rigid plastics such as ABS SL 7820, PC – Like Heat Resist Translucent, Xtreme Polypropylene, and silicone rubbers such as True Silicone.
![]()
Examples of SLA 3D printed tiles with a very smooth surface finish
Моделирование методом послойного наплавления (FDM)
Моделирование методом послойного наплавления является наиболее широко используемой формой 3D-печати на бытовом и домашнем уровне, чему способствует появление любителей и энтузиастов 3D-печати. 3D-принтеры FDM изготавливают детали путем наплавления экструзии термопластичной нити, которую сопло принтера наносит слой за слоем в области печати.
FDM работает с рядом стандартных термопластов, таких как ABS, PLA и их различными смесями. Этот метод хорошо подходит для базовых моделей, а также для быстрого и недорогого создания прототипов простых деталей.
Отпечатки изготовленные на FDM принтерах имеют видимые линии слоев, могут быть неточности вокруг сложных элементов, а так же многое зависит от качества настройки и периодичности обслуживания ввиду износа основных механизмов. Этот пример был напечатан на промышленном 3D-принтере Stratasys uPrint FDM с растворимыми подложками (машина стоимостью от 15 900 долл. США.
FDM имеет самое низкое разрешение и точность по сравнению с SLA или SLS и не является хорошим вариантом для печати деталей со сложной геометрической формой и высоким требованиям к качеству поверхности и точности изготовления. Улучшить качество поверхности поможет химическая (ацетон и другие растворители) и механическая полировка. В промышленных FDM 3D-принтерах используются растворимые поддержки для устранения некоторых проблем и предлагается более широкий ассортимент конструкционных термопластов, но они также стоят дорого.

Прямое лазерное спекание металлов (DMLS & SLM)
Процесс прямого лазерного спекания металлов (DMLS) и селективного лазерного плавления (SLM) аналогичен SLS печати: лазер селективно сплавляет частицы порошка слой за слоем. Основные отличия — мощность лазера, рабочие температурах и используемые металлы.
Различие между процессами DMLS и SLM тонкое: SLM достигает полного расплавления частиц порошка, в то время как DMLS нагревает частицы металла до такой степени, что они «слипаются» вместе.
DMLS и SLM всегда требуют построения поддержек чтобы минимизировать деформации, вызванные высокими температурами и высокими внутренними напряжениями, необходимыми для плавления металлических частиц. После печати материал поддержки необходимо удалить вручную или с помощью станка с ЧПУ. Механическая или слесарная обработка также используется для повышения точности ответственных элементов изделия. Сразу после печати детали, как правило, подвергаются термической обработке для устранения любых остаточных напряжений.
DMLS / SLM идеально подходят для изготовления металлических деталей со сложной геометрией, которые не возможно произвести традиционными методами. Для DMLS/SLM – печати желательно оптимизировать геометрию 3D-модели, чтобы достичь минимального веса изделия и количества используемого материала с сохранением требуемых механических и эксплуатационных характеристик. Напечатанные металлические детали обладают отличными физико-механическими характеристиками, но эти свойства являются анизотропными.
Затраты на печатью DMLS / SLM очень высоки: детали обычно стоят десятки тысяч рублей. По этой причине DMLS / SLM следует использовать только для производства изделий, которые не могут быть изготовлены каким-либо другим способом.
Преимущества
• Очень сложные по геометрии металлические детали
• Идеально подходит для решения высокотехнологичных инженерных задач
Недостатки
• Очень высокие производственные затраты
• Требуются специальные знания программного обеспечения САПР
• Анизотропия механических свойств
Что такое 3D-печатьРуководство по SLSВозможности и ограничения 3D-печатиОбласти применения 3D-печати
Determining Your Printing Method: FDM vs SLA vs SLS
The printing method that works best for you will depend primarily on your end goal. If you want to produce a more affordable prototype that can handle the stress of multiple different tests, FDM printing would be best. However, if you want to make smaller, more refined objects that don’t require any finishing touches, SLA would work better. Though SLS hasn’t yet become a personal printing method, it would be the go-to choice for quickly creating a limited run of prototypes in different materials. Other factors to consider include budget, timeframe, and safety. The uses for 3D printers are as varied as the people who use them. With their recent popularity spike and improved technology, 3D printers are changing the face of product manufacturing.
Стереолитография (SLA)
Стереолитография была первой в мире технологией 3D-печати, изобретенной в 1980-х годах, и до сих пор остается одной из самых популярных технологий для профессионалов. В SLA принтерах используется лазер для отверждения жидкой фотополимерной смолы в затвердевшую пластмассу, этот процесс называется фотополимеризацией.
Детали SLA имеют высочайшее разрешение и точность, четкие очертания детали и гладкую поверхность, но главное преимущество SLA заключается в его универсальности. Производители материалов создали инновационные составы смол SLA с широким спектром оптических, механических и термических свойств, которые соответствуют свойствам стандартных, технических и промышленных термопластов.
SLA — отличный вариант для высокодетализированных прототипов, требующие жестких допусков и гладких поверхностей, таких как формы, узоры и функциональные детали. SLA широко используется в различных отраслях промышленности: в области машиностроения и проектирования различных прототипов, в стоматологии, ювелирном деле и в образовательных целях.
Заключение
Перед покупкой 3D принтера и зачислением в секту аддитивных технологий необходимо будет, прежде всего, разобраться в существующих технологиях печати, понять что, из чего и в каких количествах вы планируете печатать и подобрать принтер с оптимальным балансом цены и качества для ваших конкретных целей
Параметры, на которые однозначно стоит обратить внимание при покупке настольного принтера — это описанные в данной статье разрешение печати, размер и тип рабочей камеры, печатная поверхность, количество экструдеров, доступные для печати на данном принтере материалы, способ подключения принтера к компьютеру и совместимость софта принтера с вашей операционной системой
Крупнейшее онлайн сообщество лабораторий 3D печати 3D Hubs ежегодно составляет рейтинг самых лучших принтеров для различных целей. В 2018 году принтеры оценивались на основе более чем 10 тысяч отзывов и по качеству почти 1,5 млн распечатков. В рейтинг входят лучшие настольные принтеры в 4-х категориях — PROSUMER (настольные принтеры для профи с лучшим качеством), WORKHORSE (самые надежные принтеры для печати нон-стоп), BUDGET (бюджетный вариант), PLUG’N’PLAY (самые легкие в обращении принтеры); также выбирается лучший SLS принтер. Все принтеры оцениваются по пяти параметрам: качество печати, надежность, простота использования, соотношение цены и качества, уровень техподдержки. Причем для каждой категории значимость отдельных параметров меняется. В этом рейтинге вы можете подобрать топовые принтеры для ваших конкретных целей.
Так же у 3D Hubs есть индекс различных принтеров, где можно выставлять фильтры по интересующим вас параметрам, например, выбрать метод печати и обозначить ценовой диапазон, выбрать способ подключения и указать минимальные значения рабочей камеры, и выбрать подходящий принтер.
Надеюсь, статья была вам полезна! Keep calm and 3D print!
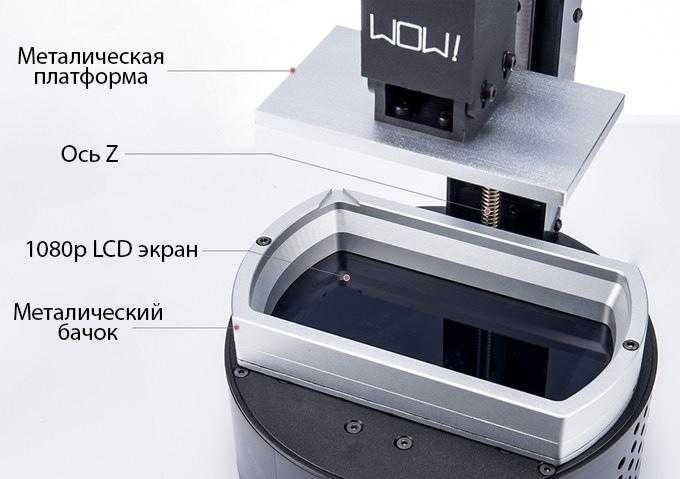
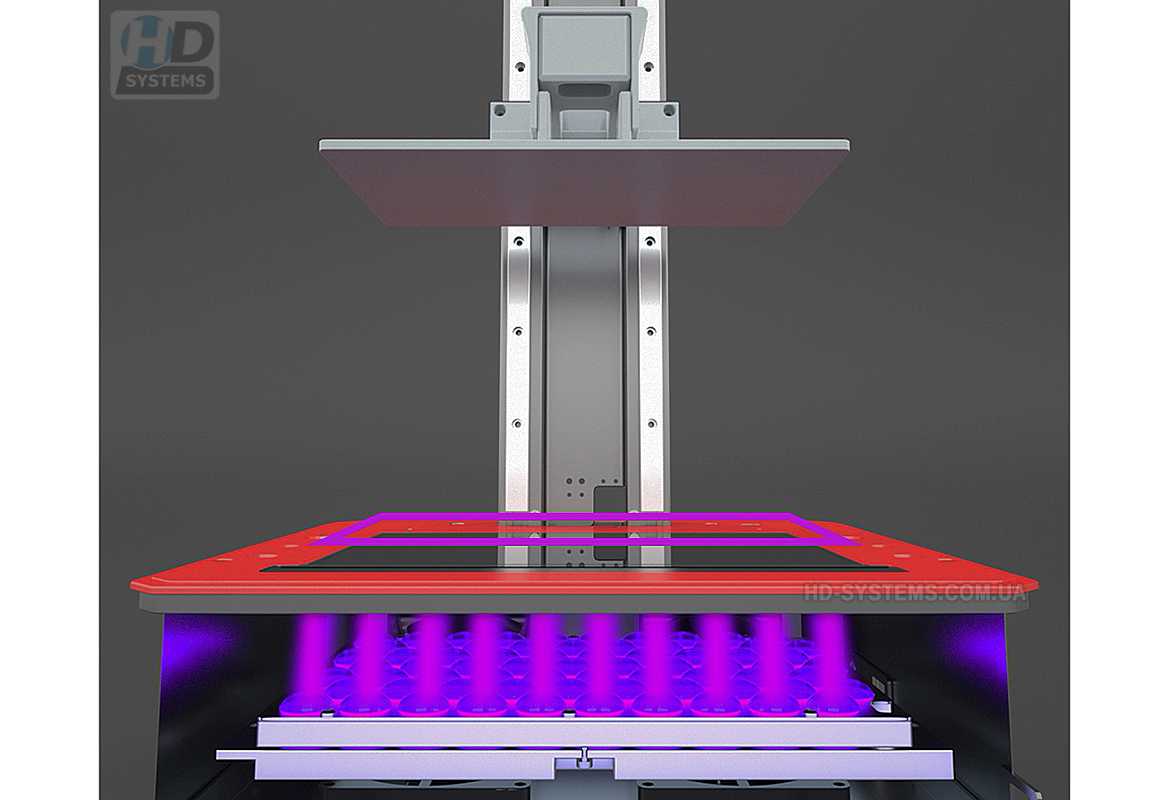
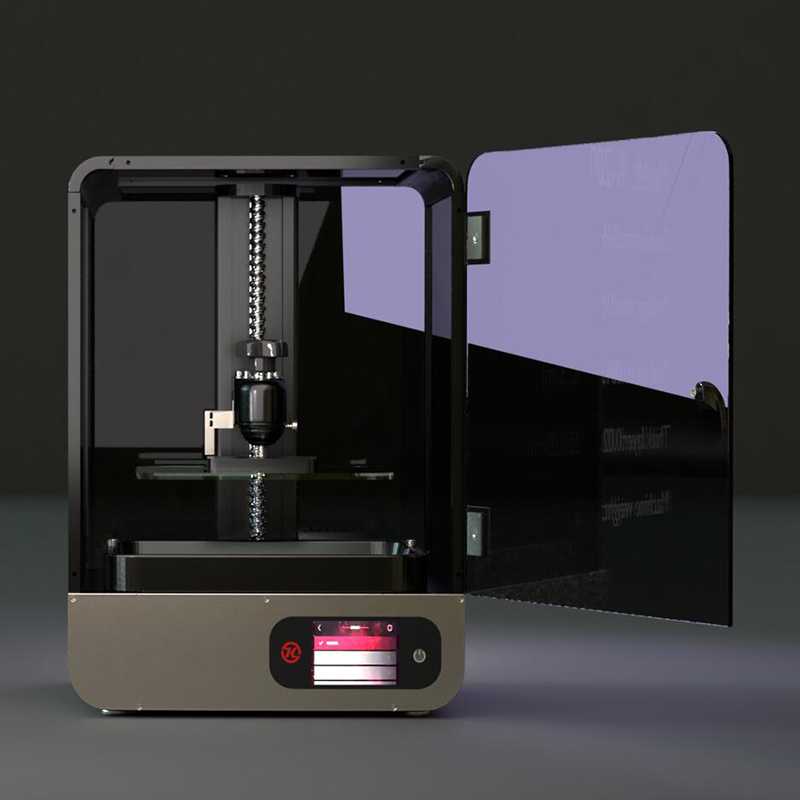
Стереолитография (SLA & DLP)
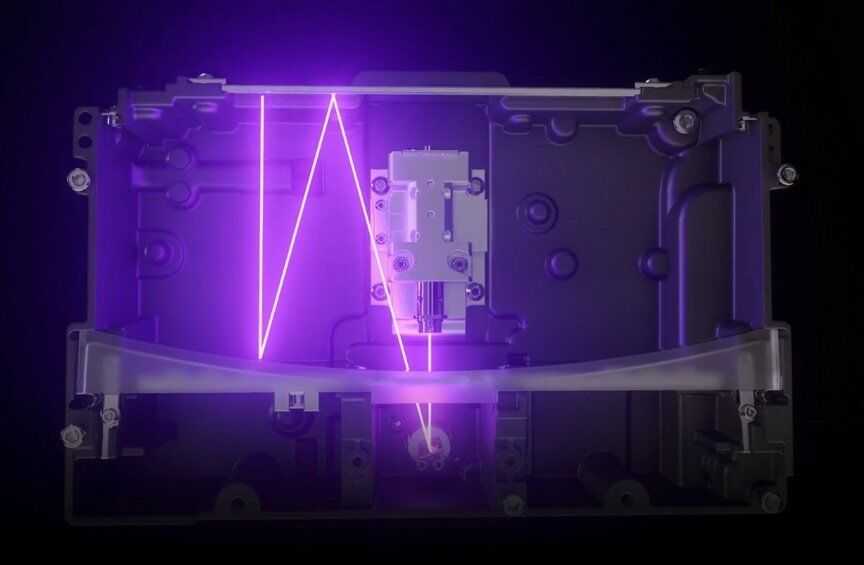
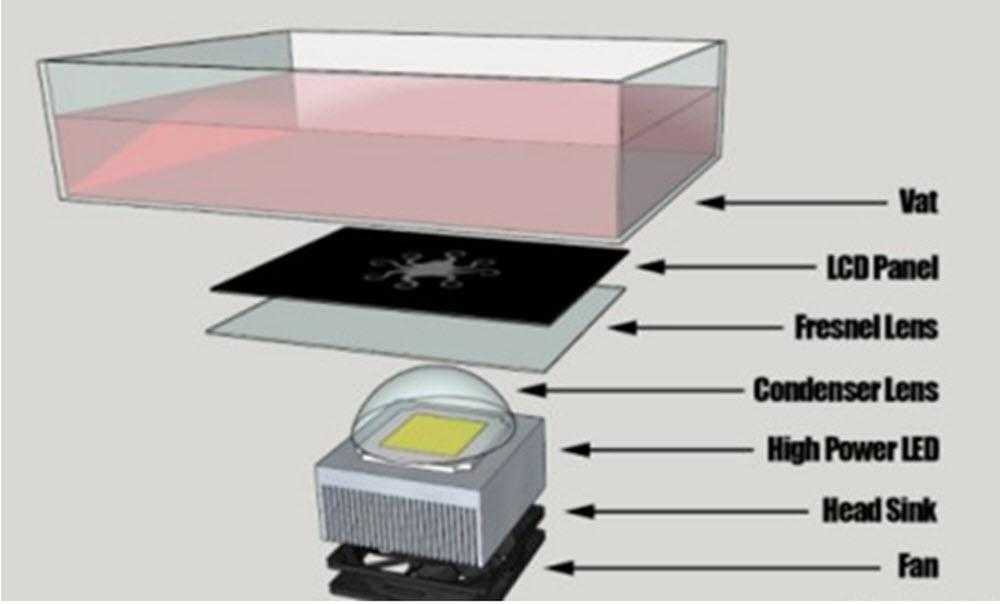
SLA и DLP — схожие процессы, в которых используется источник ультрафиолетового света для послойного отверждения жидкой смолы.
SLA использует одноточечный лазер для отверждения смолы.
DLP — альтернативный метод SLA, использует вместо лазерных установок светодиодные проекторы. В отличии от SLA, которая сканирует одной или несколькими лазерными головками поверхность материала, принтеры с DLP технологией проецируют изображение целого слоя до затвердевания полимерной смолы, после чего наносится следующий слой материала.
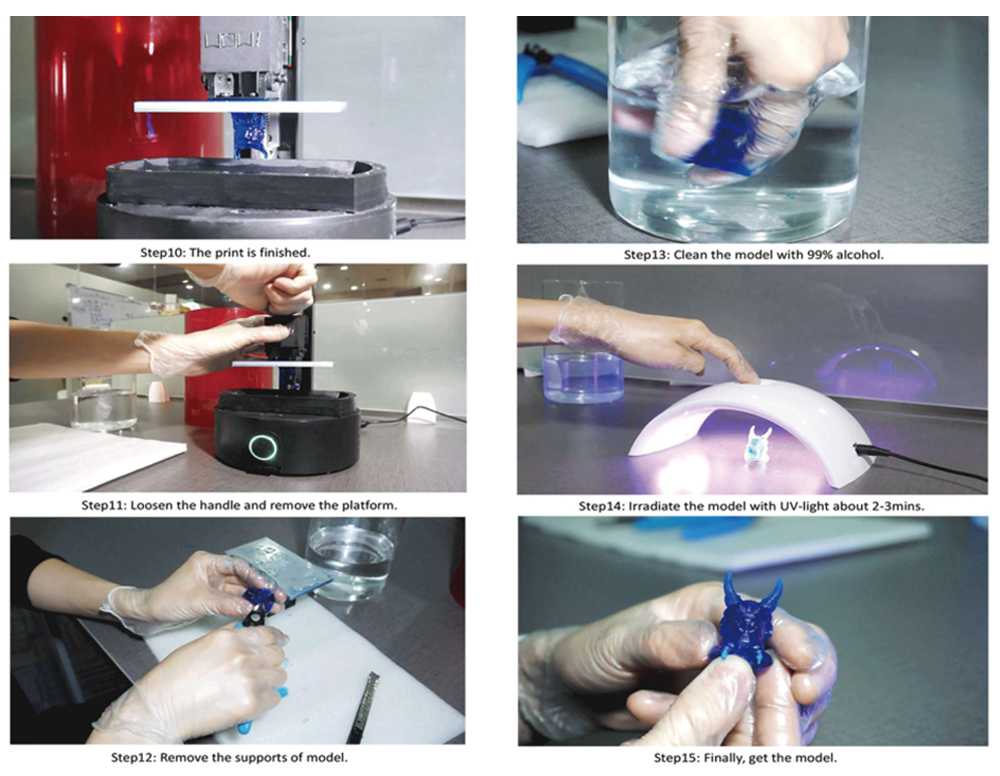
После печати деталь должна быть очищена от смолы и подвергнута воздействию источника ультрафиолета для повышения прочности. Затем удаляется материал поддержки, и если требуется высококачественная поверхность, выполняются дополнительные этапы последующей обработки.
SLA / DLP позволяет производить изделия с очень высокой точностью и очень гладкой поверхностью, технология идеально подходит для прототипов с высокой детализацией. Для печати могут использоваться прозрачные, гибкие, биосовместимые смолы, предназначенные для решения определенных задач.
Как правило, детали напечатанные на SLA / DLP-принтерах достаточно хрупкие, поэтому технологию не рекомендуется использовать для производства функциональных прототипов. Детали напечатанные на SLA / DLP -принтерах под воздействием ультрафиолетового излучения теряют свои механические свойства и могут поменять цвет, поэтому такие изделия лучше не использовать и не хранить под открытым солнечным светом.



