Часто задаваемые вопросы о PETG пластике
Что такое PETG пластик для 3D принтера?
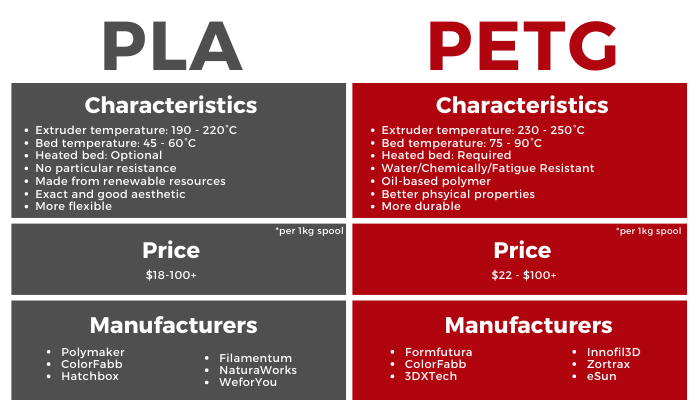
PETG пластик в текущем контексте – это пластиковые нити, которые подаются в экструдер 3D принтера. Нить расплавляется и выдавливается экструдером на стол для печати, чтобы создавать физические 3D модели. Это очень прочный материал, который не выделяет запаха при 3D печати. PETG более гибкий, чем ABS или PLA пластики. Его сложно поломать и он имеет очень низкую усадку; следовательно, нет деформации во время 3D печати. Стоит отметить, что это не хрупкий пластик, но поцарапать его легче, чем ABS. Он обладает хорошей химической стойкостью, а также устойчивостью к воде, кислотам и щелочам. Чрезвычайно прочный материал, который позволяет получать долговечные и надежные 3D модели.
Каковы преимущества использования PETG пластиков для 3D печати?
PETG пластики сочетают в себе многие полезные свойства PLA и ABS материалов. ПЭТГ обеспечивает бесперебойную и стабильную 3D печать. Среди преимуществ PETG пластиков относительно PLA и ABS пластиков – уменьшение усадки, сопротивление короблению, хорошую адгезию слоев, отсутствие запаха во время 3D печати, химическую стойкость к щелочам и кислотным соединениям. Естественно, все указанные преимущества вы получите только при соблюдении рекомендаций к температурным скоростным режимам 3D печати, которые указываются производителем.
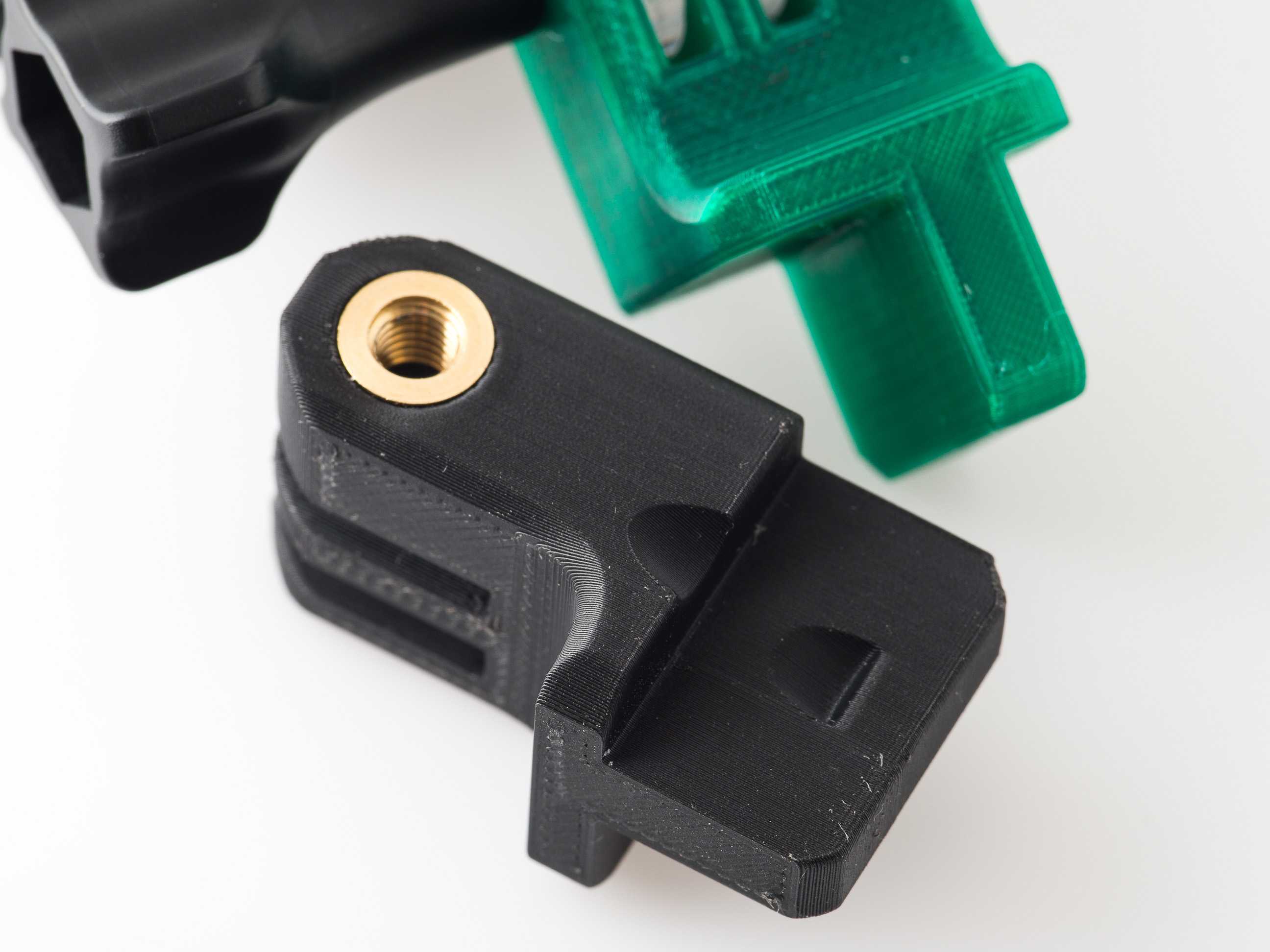
eSUN 3D 1.75mm PETG Black Filament
![]()
Черный филамент eSun PETG 3D имеет диаметр 1,75 мм и точность размеров +/- 0,05 мм. Это отличный материал, сочетающий в себе преимущества материалов от других производителей. К ним относятся превосходная глянцевая поверхность, хорошая текучесть, высокая ударная вязкость, выдающаяся ударная вязкость, гидрофобность, небольшая степень усадки и отсутствие запаха. Черный пластик продается катушками весом 1 кг и отличается легкой подачей в ваш экструдер. Естественно, как и большинство высококачественных PETG пластиков в данном списке, он поставляется с вакуумной упаковкой, в которой запечатан осушитель, который защищает чувствительный к влаге PETG материал от влаги. Компания предоставляет на выбор 16 оттенков цветов.
Рекомендуемая температура экструзии / сопла составляет 240 – 255 ℃, скорость печати 30 ~ 60 мм / с и скорость перемещения 30 ~ 60 мм / с
Стоит обратить внимание, что ПЭТГ материал от eSun требует более медленной скорости печати, чем другие аналоги
Достоинства:
- Сочетает в себе преимущества других материалов из текущего топа
- Обеспечивает плавный и стабильный процесс 3D печати
- 100% биоразлагаемый
Недостатки:
- Нет отметок на катушке для оценки оставшегося материала
- Нет гарантии от производителя
Laybrick
Laybrick — это нить с эффектом песчаника для 3D печати каменных поверхностей — блоков замков и средневековых стен, имитации камней при создании 3D-печатных ландшафтов и тд. Материл LAYBRICK — «каменная» нить — может воспроизводить как гладкие, так и шероховатые поверхности. При увеличении температуры до 195 градусов Цельсия, 3D-напечатанный элемент приобретает очень реалистичный эффект зернистости, присущий песчанику.
Достоинства:
- Деформация материала практически нулевая.;
- Краска ложится на этот материал очень хорошо;
- Имеет в своем составе натуральные минеральные материалы (мел и сополиэфир);
- При температуре от 165 до 190 градусов — 3D напечатанная поверхность гладкая, при повышении температуры до 210 градусов — шероховатая;
- Варьируемый диаметр нити 3мм/1.75мм.
Точность
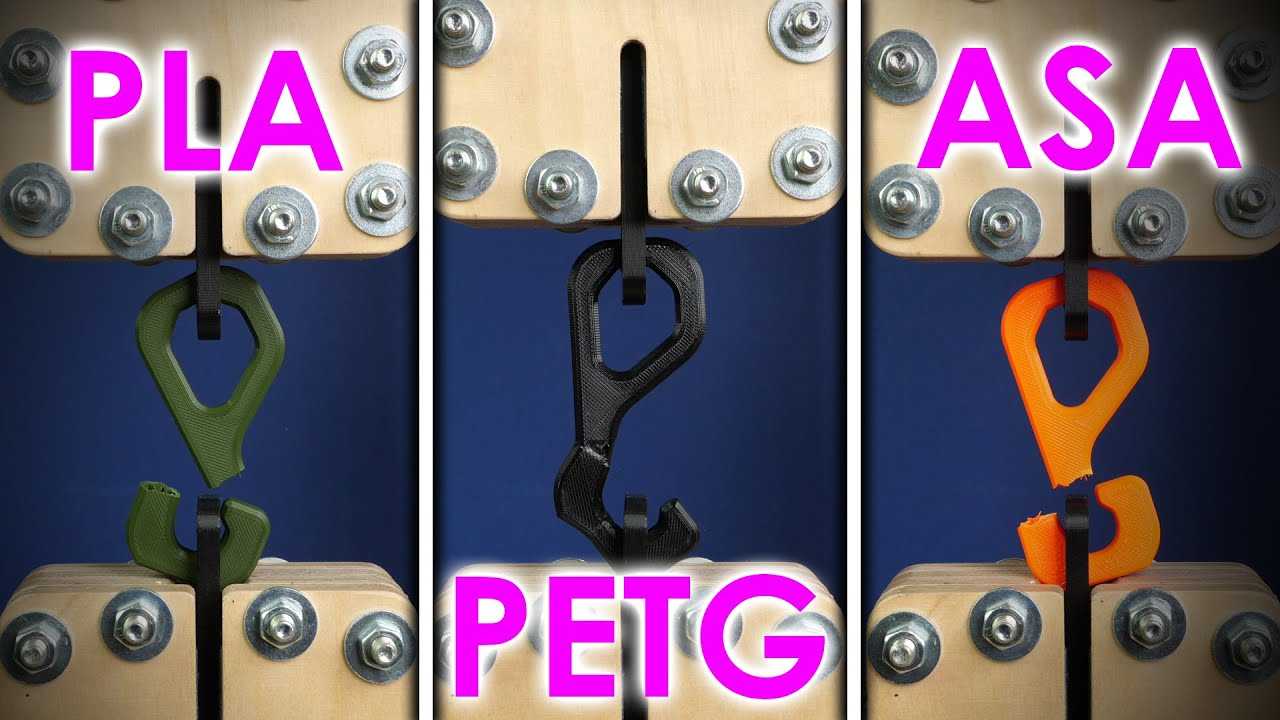
С помощью всех этих материалов можно создавать точные пространственные элементы. Есть, тем не менее, определенные нюансы, которые следует иметь в виду в отношении рассматриваемых видов пластика.
ABS При использовании ABS единственной существенной проблемой является заворачивание пластика при контакте с поверхностью печати. Эту проблему легко устранить, если подогревать саму поверхность печати, которая при этом должна быть гладкой, плоской и чистой. Кроме того, некоторые прибегают к дополнительным хитростям, например, наносят на поверхность смесь ABS и ацетона или сбрызгивают ее лаком для волос. Хорошие результаты дает специальное покрытие fixpad и пленка для стола.
Нагрев стола нужен для обеспечения фазового состояния контакта пластика со столом — он должен быть в состоянии упругой деформируемости — для ABS это диапазон 105-230 градусов. При температуре ниже он кристаллизуется и отслоится, а выше — перейдет в состояние вязкой текучести и тоже отслоится. Но обычно стол нагревают всего до 70 градусов. Подогрев стола обеспечивает задачу поддержания всего объема изделия при температуре упругой деформируемости с минимальным гредиентом по слоям. Но если изделие достаточно большое — более 5 см, обеспечить это условие в полной мере можно только в закрытой камере печати, что практически никогда не соблюдается в RepRap.
PLA По сравнению с ABS, слои PLA скручиваются гораздо меньше. Это дает возможность печати без подогрева стола и использовать в качестве нее любимый многими синий скотч 3М, но который недавно был снят с производства, но на замену ему пришло универсальное покрытие fixpad. Полный отказ от подогретой подложки все же может привести к небольшому скручиванию крупных слоев – хотя и не всегда. При нагревании PLA подвергается более значительным фазовым изменениям и становится более текучим. При активном охлаждении при печати можно добиться более заостренных элементов и углов – без риска получить хрупкий объект. Повышенная текучесть обеспечивает также лучшее сцепление между слоями, и результат получается более прочным. Как избежать засорения сопла в 3D-принтере.
SBS Не боится открытого воздуха и сквозняков. Хорошо липнет к столу. Имеется возможность печати и на холодном столе. SBS Watson хорошо подходит для печати крупно-габаритных макетов. Великолепная межслойная адгезия (слипание между слоями) добавляет распечатанным изделиям плюсы к прочности. Пластик допущен для изготовления медицинских изделий и детских игрушек.
PETG Аналогично, не боится открытого воздуха и сквозняков. Хорошо липнет к столу. Подогрев стола не обязателен, но может оказаться полезен, особенно в случае, если обнаруживается искажение крупных деталей. Вполне возможно печатать без подогрева, однако придется немного повозиться с настройками. Очень прочный и долговечный материал.
![]()
3.4. Закладка «Infill» (заполнение)
![]()
В данной закладке находятся настройки внутреннего заполнения модели, а также настройка (изменение формы) для сплошного заполнения крышки и дна модели.
Группа настроек «General» (общие):
- Infill Extruder – выбор экструдера для печати заполнения.
- Internal Fill Pattern – тип (форма) внутреннего заполнения модели, доступны 6 вариантов: «Rectilinear» (линии), «Grid»(сетка), «Triangular» (треугольники), «Wiggle» (волны), «Fast Honeycomb» (быстрое сотовое заполнение), «Full Honeycomb»(полное сотовое заполнение).
Приведу скриншот как выглядят эти типы внутреннего заполнения, в основном используется тип заполнения «Rectilinear»:
![]()
- External Fill Pattern – тип (форма) сплошного заполнения дна и крышки модели, доступны 2 варианта: «Rectilinear» – линии, «Concentric» – концентрические окружности.
- Interior Fill Percentage – процент внутреннего заполнения моделей, чем он выше тем прочнее модель в итоге получится модель, но при этом больше расход пластика.
- Outline Overlap – данная настройка указывает на сколько заполнение заходит на боковые периметры (стенки) модели, чем выше процент тем больше заполнение заходит на периметры. 15% обычно достаточно.
- Infill Extrusion Width – ширина экструзии внутреннего заполнения.
- Minimum Infill Length – минимальная длина, при которой будет печататься внутреннее заполнение.
- Print Sparse Infill Every ___ layers – печать внутреннего заполнения через N-ое количество слоев. Если в настройке указана 1 – то печать внутреннего заполнения будет осуществляться на каждом слое. Если, например, в настройке указано 2 – то внутреннее заполнение будет печататься только каждый второй слой, то есть через слой.
- Галка «Include solid diagram every ___ layers» – включить печать сплошного внутреннего заполнения через N-ое количество слоев. Например, если в данной настройке поставить значение 10, то через каждые 9 слоев внутреннего заполнения, допустим сотами уровнем 15%, будет напечатан 1 слой сплошного внутреннего заполнения. Данная настройка позволяет повысить прочность модели, не расходуя много пластика.
Группа настроек «Infill Angle Offsets» (угол заполнения) – в данной группе содержатся настройки углов печати линий внутреннего заполнения:
- Add Angle – добавить угол печати линий внутреннего заполнения.
- Remove Angle– удалить угол печати линий внутреннего заполнения.
- Галка «Print every infill angle on each layer» – печатать каждый угол, указанный в поле углов внутреннего заполнения на каждом слое, обычно эта галка у многих отключена. То есть, при отключенной галке, если стоят углы +45 и -45, то на одном слое заполнение напечатается с углом +45, а на другом слое с углом -45. Если галка включена, то внутреннее заполнение будет напечатано двумя этими углами на каждом слое.
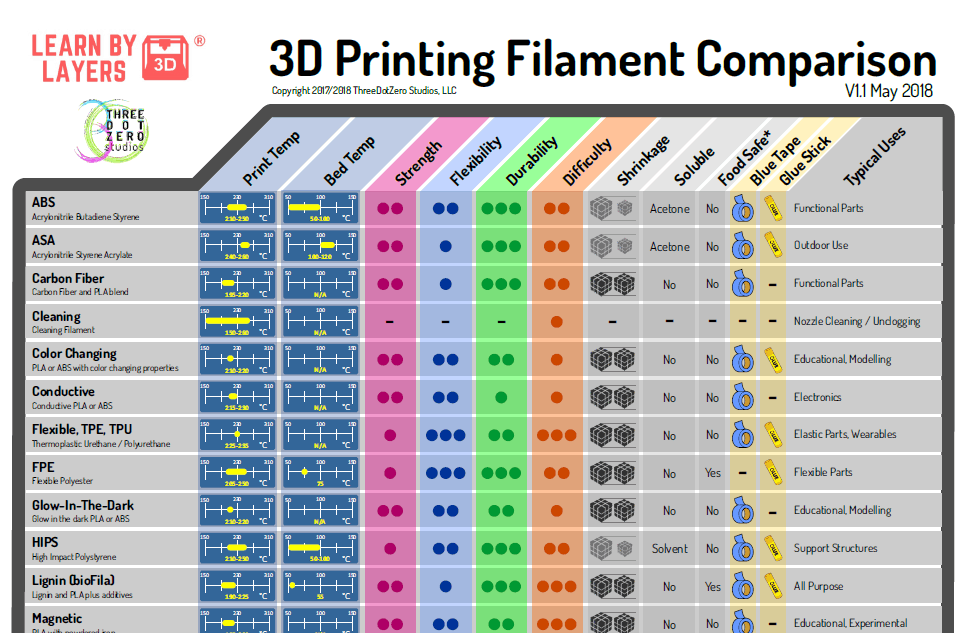
Методология
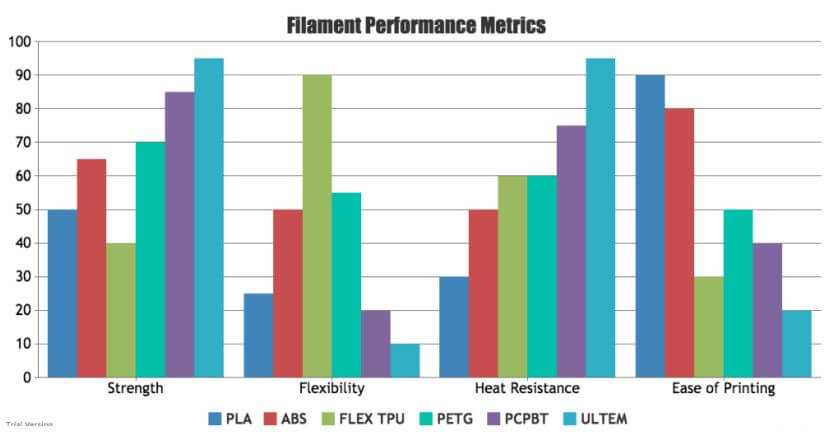
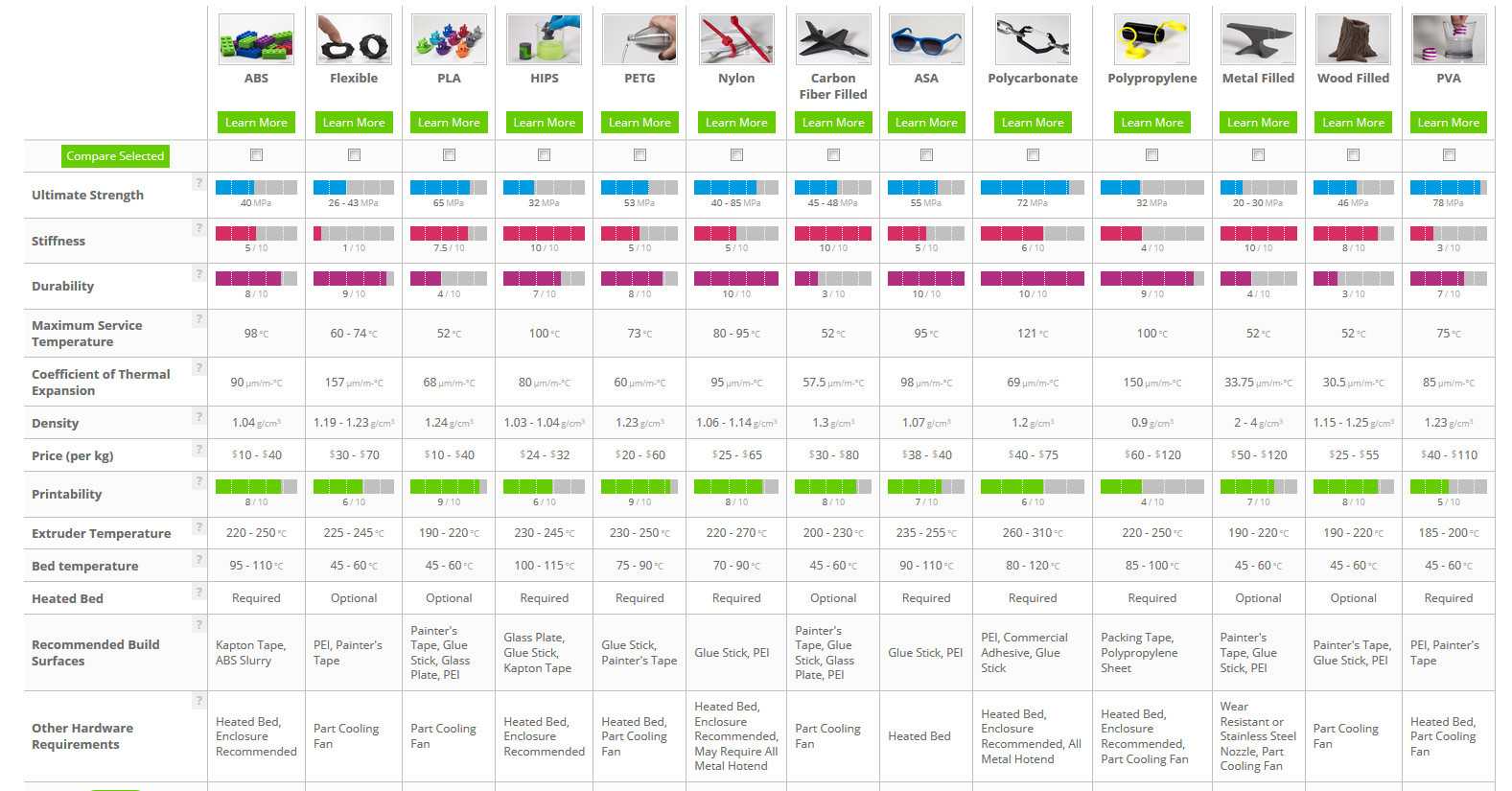
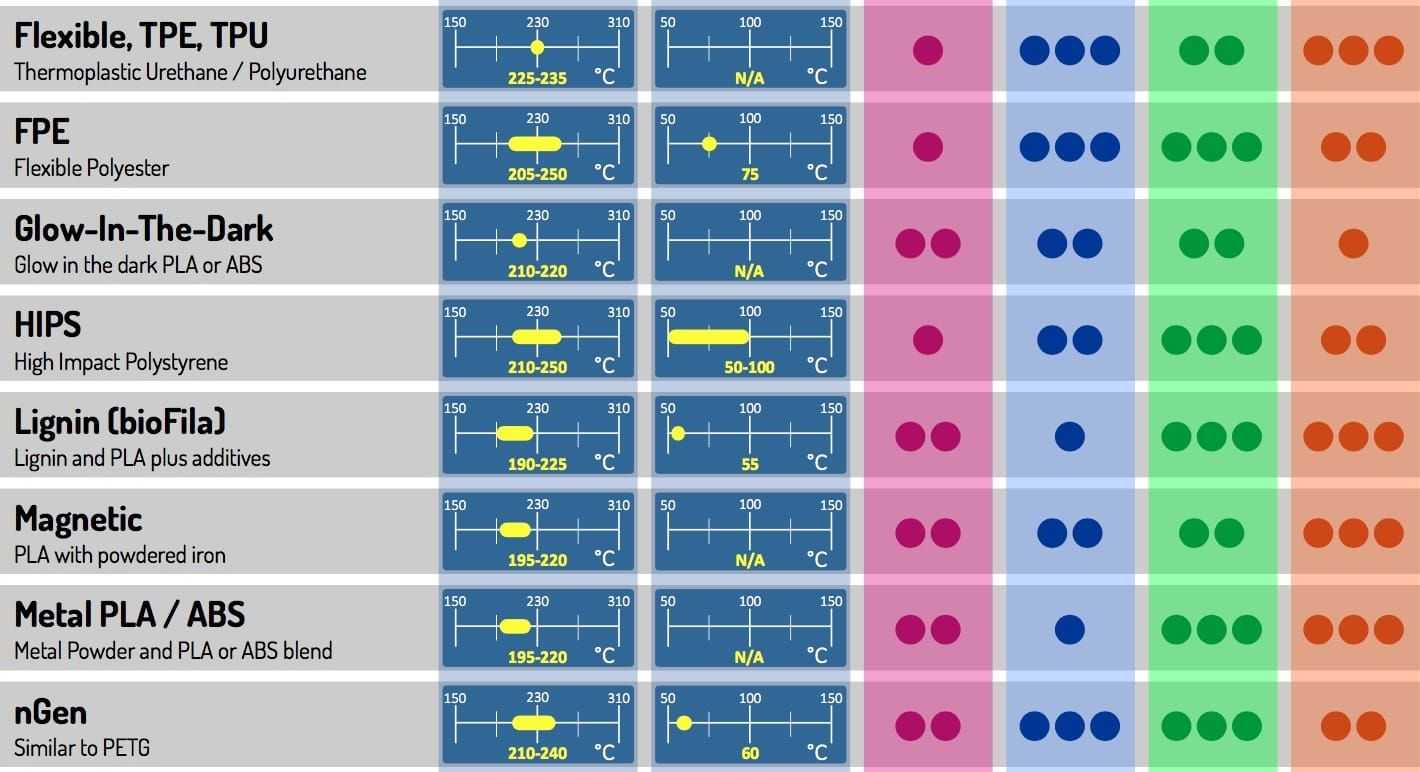
Пластики для 3D принтеров обычно классифицируются по 3 категориям: механические характеристики, визуальное качество и пригодность к постобработке. Далее мы разобьём эти категории, чтобы нарисовать более четкую картину свойств полимеров. Выбор материала зависит от того, что пользователь хочет напечатать, поэтому перечислим ключевые критерии, необходимые для выбора материала, кроме стоимости:
![]()
-
Простота печати: Насколько легко печатать пластиком: адгезия между слоями, максимальная скорость печати, частота возможного брака, точность печати, удобство подачи в принтер и т. д.
-
-
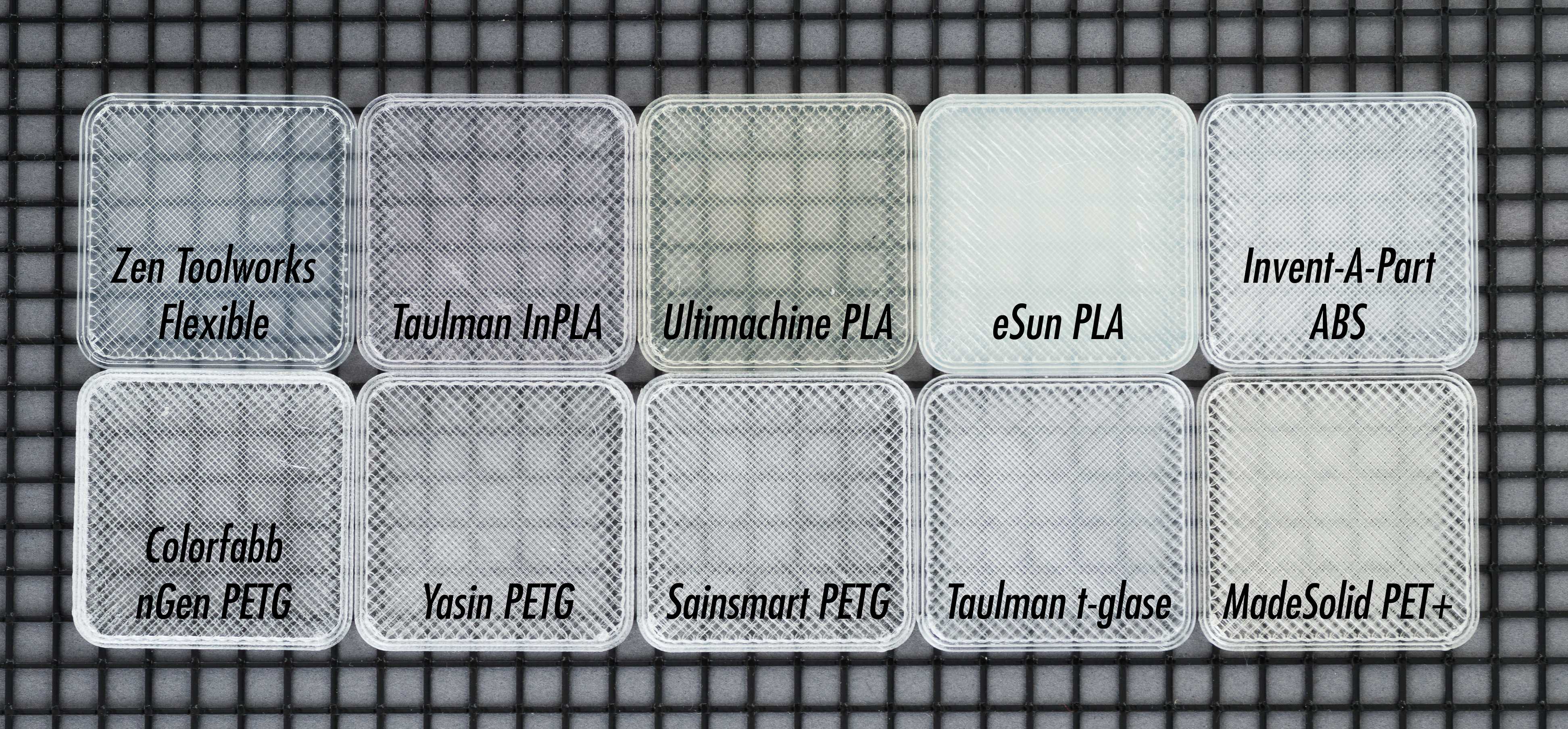
Визуальное качество: насколько хорошо выглядит готовая модель.
-
Максимальные нагрузки: максимальное напряжение, которое может испытать объект, прежде чем сломаться при медленном натяжении.
-
Растяжение на разрыв: максимальная длина объекта, растянутого до разрыва.
-
Ударопрочность: энергия, необходимая для разрушения объекта при внезапном ударе.
-
Адгезия между слоями (изотропия): насколько хороша адгезия между слоями материала. Это связано с «изотропией» (однородностью во всех направлениях). Чем лучше адгезия слоя, тем более изотропным будет объект.
-
Термостойкость: максимальная температура, которую объект может выдержать до размягчения и деформации.




Данные свойства не являются ни «хорошими», ни «плохими» по сути; это просто свойства, которые подходят для своей области применения. Например, жесткость.
У нас нет точной количественной оценки, но можно сказать, что это важный фактор. Так же есть такие параметры, как влагостойкость или токсичность.
![]()
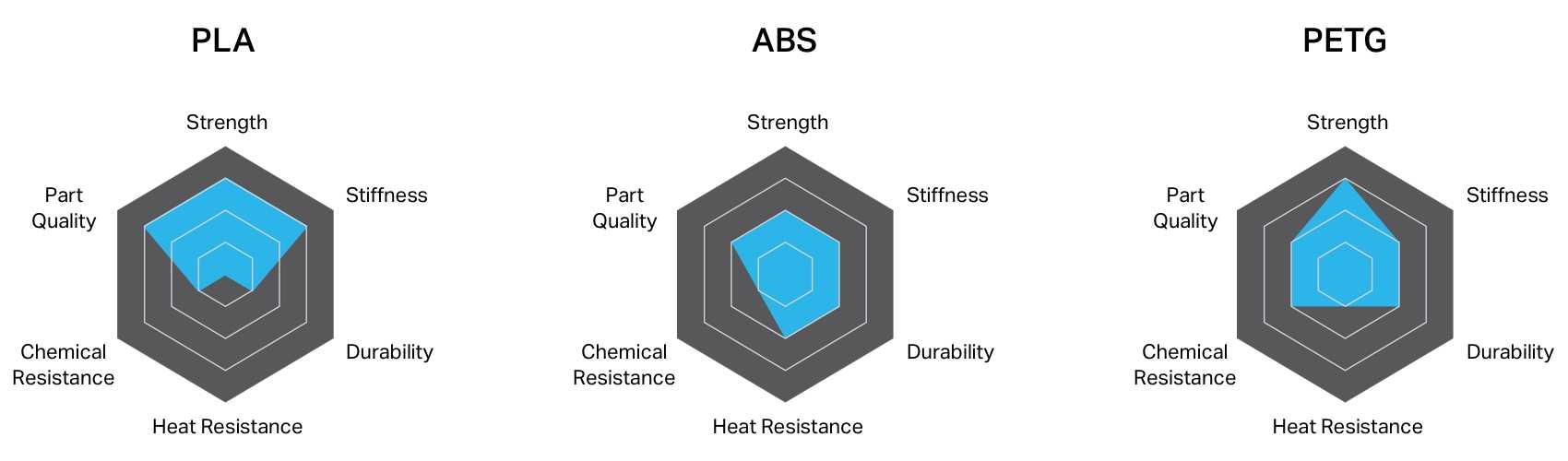
The bottom line
PETG is one of the most used 3D printing filaments in the market due to its impressive mechanical and chemical properties. Knowing these properties helps in determining where to use PETG or other plastics as alternatives.
Related source links:
Rocheindustry specializes in high quality rapid prototyping, rapid low-volume manufacturing and high-volume production. The services of rapid prototype we providing are professional Engineering, CNC Machining including CNC Milling and Turning, Sheet Metal Fabrication or Sheet Metal Prototyping, Die casting, metal stamping, Vacuum Casting, 3D printing, SLA, Plastic and Aluminum Extrusion Prototyping, Rapid Tooling, Rapid Injection Moulding, Surface Treatment finish services and other rapid prototyping China services please contact us now.
The benefits of PETG filament compared to PET.
PETG printing filaments are currently prevalent in the market because it has the edge over other 3D printing filaments, especially PET. There are many benefits that PETG offers compared to PET as a 3D printing material, and here are some of the reasons why t is preferred to PET.
- PETG is more durable
- PETG has a high resistance to impact than PET
- PETG can be sterilized
- PETG is RF sealable while PET is not
- The addition of glycol to PETG makes it fragile and is not as breakable as PET.
The advantages of using PETG filament for FDM 3D printing
PETG is well known to combine the strength of ABS and the reliability of PLA in its structure, making it an excellent 3D printing filament. Below are some of the advantages of using PETG filament for FDM 3D printing.
- PETG has an excellent layer adhesion
- PETG prints do not warp or shrink easily
- PETG can be recycled along with its prints and misprints.
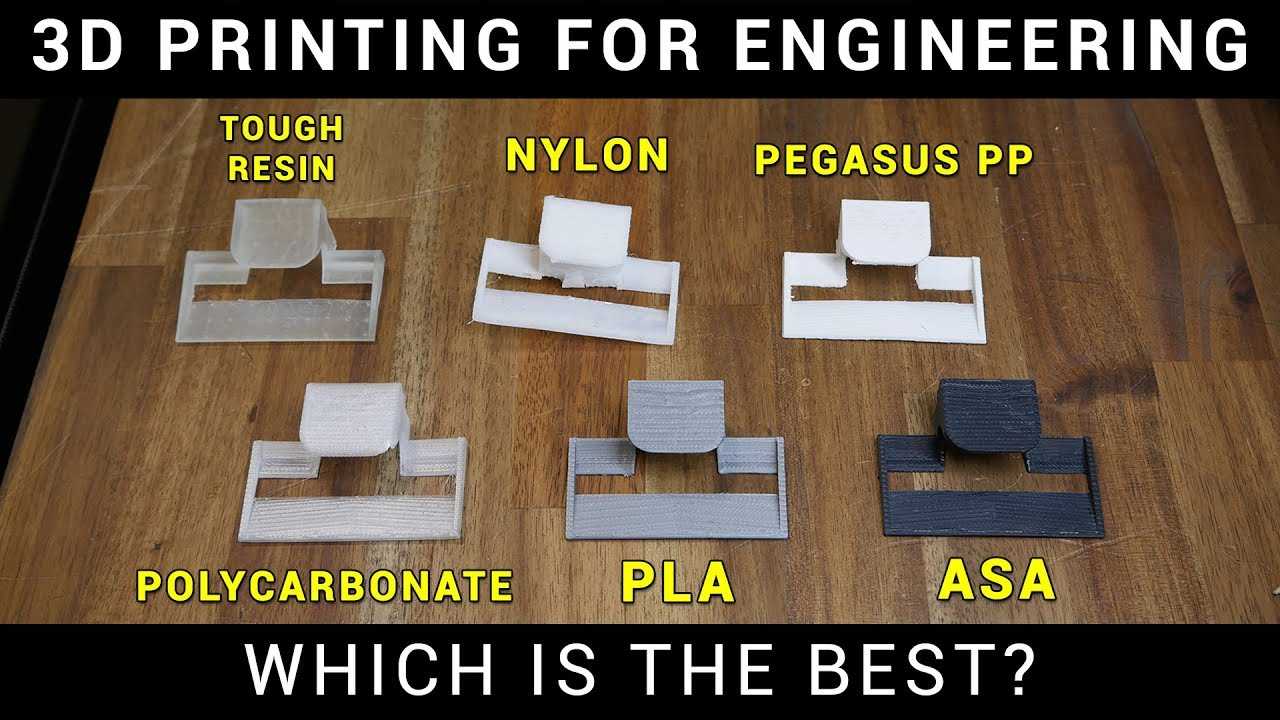
https://youtube.com/watch?v=8_adY2K-YIc
The disadvantages of PETG as a 3D printing filament
The disadvantages of PETG are not many. However, it still has some drawbacks worth looking at. The first notable con is that PETG is more prone to scratching compared to PET. Additionally, the mechanical properties of PETG are easily weakened by UV light. Besides these, some makers also regard PETG as one of the most challenging materials to print with because it requires some form of a “sweet spot” with settings before printing.
The characteristics of PETG
PETG is a copolymer, which combines the properties of PET and glycol. The addition of glycol reduces the overheating effect of PET. The known characteristics of PETG include:
- Hardness
- Resistance to impact and chemicals
- Transparency
- Ductility
- Excellent thermal stability
- Easy to extrude
Accordingly, PETG printing filament is used in making food packaging because it is more compatible with food and assures safety. On the downside, PETG requires a heating plate to prevent it from warping similar to the one experienced in ABS 3D printing. A BuildTak sheet is commonly used to enhance the grip of PETG when heating. Besides, PETG is prone to scratches compared to other materials like PLA. However, PETG is highly absorbent and takes up moisture more quickly.
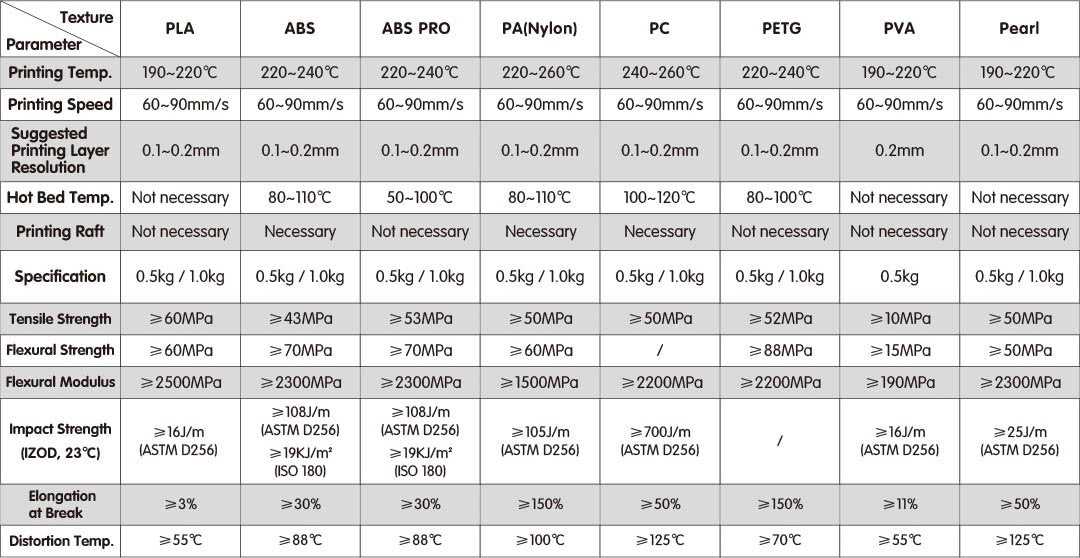
Considering the printing qualities, PETG has an extrusion temperature of between 220 degrees Celsius and 260 degrees Celsius with a printing speed of between 40mm and 60mm per second.
https://youtube.com/watch?v=Y0OPx9yV_98
Возможности 3D принтеров
Возможности принтеров для объемной печати поистине, безграничны. Использование этих высокотехнологичных машин позволяет создать собственный бизнес в самых различных областях:
- Игрушки для детей. В этом сегменте может реализовываться не только самая смелая фантазия автора, но и предоставляется возможность изготовить индивидуальный подарок для ребенка.
- Домашние предметы. Получение стильной посуды любого оттенка и формы, гарнитурных и отделочных изделий помогут войти в строительный, мебельный бизнес, и придаст индивидуальность любому объекту.
- Детали машиностроения. Полимерные изделия широко распространены в машиностроении. Сюда можно отнести шестерни, оси, прокладки и другие мелкие изделия. При известных размерах восстановление таких деталей возможно без проблем.
- Учебные макеты. Получение действующих макетов дорогих машин, различного оборудования поможет не только сэкономить значительные финансовые средства, но и повысить эффективность учебного процесса.
Не стоит забывать про такое эффективно средство при изготовлении рекламы, сувенирной продукции, различных аксессуаров.
Если производство с использованием 3D принтера уже налажено, то не забывайте и про пластик для 3D принтера. В зависимости от изготавливаемых изделий он может значительно отличаться в своих свойствах.
![]()
Что надо сделать сразу?
Перел работой в Simplify3D я работал и в других слайсерах. Практически везде скорость показывается в миллиметрах в секунду. Почему то в Simplify3D этот параметр измеряется в других единицах. Чтобы исправить этот недуг, надо зайти в настройки.
Пробежимся по остальным кнопкам:
Unitsystem – Выбор системы измерений. Собственно выбираем в какой системе измерений удобней работать в Inches – дюймах или Millimeters – миллиметрах.




Swap mouse scholl wheel zoom direction — Смена направления прокрутки колесика для приближения/отдаления от модели.
Midle mouse button resets view — При нажатии на колесико (или среднюю клавишу) мыши камера виртуального поля возвращается в стандартное положение.
Save and restore application state – Сохранение состояния программы при выходе из нее и восстановления его при входе;
Check for updates at startup – Автоматическая проверка обновлений;
Mouse/Keyboard Shortcuts – Горячие клавиши.
Пробежимся по вкладкам настроек:
Machinetype – Тип принтера. Для обычных декартовых принтеров оставляем по умолчанию Certesianrobot, соответственно для дельта-принтеров выбираем Deltarobot.
BuildVolume – Размеры области печати.
Originoffset – Смещение нуля. Simplify 3D позволяет скорректировать работу конецевиков. На первый взгляд бесполезная вещь, но иногда может сэкономить время на выставлении их положения.
Homingdirection – Положение «дом». Другими словами — начало отсчета осей.
Flipbuildtableaxis – Инвертирование направлений осей. Если перепутана полярность обмоток шагового двигателя при сборке принтера, чтобы не перетыкать лишний раз разъем на плате управления принтера, воспользуйтесь данной функцией выставив галочку.
Выбор между Y—axisisvertical и Z—axisisvertical заключается в выборе левой или правой тройки координатных осей. Для каких принтеров это сделано не могу даже догадаться, оставляем Z—axisisvertical по умолчанию.
Automatically scale to correct unit system without prompting — Автоматическое масштабирование под выбранную систему единиц измерений.
Center and arrange models after importing — Расположение по центру платформы загруженных моделей.
Calculte normal independent from imported file — Расчет нормальной независимости из импортируемого файла.
Only show front side of triangles (culling) — Показывать только переднею сторону треугольников из которых отрисовывается модель.
G-Code Preview Quality – Выбор качества пред просмотра модели после слайсинга, соответственно High – высокое качество, Low – низкое качество.
Automatically load preview after slicing – Автоматический вывод модели после слайсинга на предпросмотр;
Include build table in virtual environment — Включение отображения столика в виртуальной среде.
Show extruder retraction moves — Включение отображения движения экструдера в режиме предпросмотра.
Show machine movements in preview— Включение отображения движения экструдера во время печати.
Show toolhead during preview— Включение отображения панели инструментов во время печати.
Vertex Buffer Size (advanced) — Размер буфера точек модели.
Color Setting — Настройки цвета.
Default model color— Цвет модели.
Selected model color— Цвет модели при ее выборе.
Support material color— Цвет поддержки.
Практика
После подбора правильных параметров печати, пластик заиграл. Единственный недостаток который выявился на этапе печати делатей – это не очень качественно намотанная катушка:
Витки перехлестываются, что в свою очередь является дополнительной нагрузкой на мотор экструдера, но если мотор достаточно мощных, а шестерня подачи металлическая и достаточно агрессивная, то этот недостаток даже проблемой не назовешь. Но катушки можно было бы намотать и ровнее :). В остальном же, пластик ведет себя отлично. Ниже на фото несколько моделей, распечатанных их этого пластика.

“Расчетска” для кабеля типа FTP/UTP. Пластик Print Product PLA GEO. Слой 0,2
“Расчетска” для кабеля типа FTP/UTP. Пластик Print Product PLA GEO. Слой 0,2
“Расчетска” для кабеля типа FTP/UTP. Пластик Print Product PLA GEO. Слой 0,2
Бокс для аккумуляторов 18650. Пластик Print Product PLA GEO. Слой 0,2
Ну и на вкусненькое, вот небольшой видосик о том, как печатается вазочка таким пластиком.
Романтическая вазочка на 3D принтере
Watch this video on YouTube
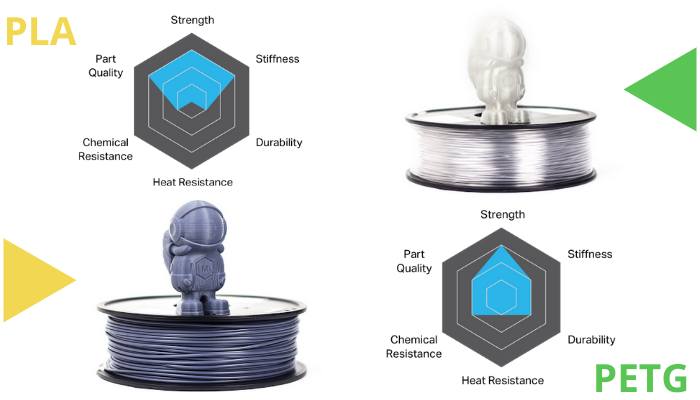
How does PETG filament compare to PLA filament?
The most notable difference between using PLA and PETG for 3D printing is that PLA is more natural to use and handle compared to PETG. Additionally, PLA does not have many errors in printing. Here is how the materials compare:
- Both PLA and PETG experience minor shrinkage upon cooling.
- Both PLA and PETG are safe to use in food containers and bottles.
- PLA does not scratch as easily as PETG
- PLA is more affordable compared to PETG.
- PLA filaments offer a wide range of printing variations compared to PETG.
- Both PLA and PETG are user-friendly. However, PETG is more robust, durable and can withstand extreme impact and temperature.
PETG vs ABS
Acrylonitrile Butadiene Styrene (ABS) is one of the most affordable thermoplastics in the market. This material is slightly flexible, durable, lightweight, and can be extruded easily. These features make it a perfect 3D printing material. ABS is commonly used in bicycle helmets and LEGO bricks.
On the downside, ABS requires higher temperatures to melt, usually between 210 degrees Celsius and 250 degrees Celsius. Additionally, a heated build platform is needed for one to print using ABS. This platform helps in preventing faster cooling of the first layer of the print, which would instead cause warping of the plastic.
Another disadvantage of using ABS as a 3D printer filament is that it produces concentrated fumes during printing, which can be harmful to people with respiratory conditions.
https://youtube.com/watch?v=Od1JS9jNo00



