Популярные размеры сопел
Размер сопла: 0,1 мм
Это самое маленькое сопло, которое можно найти в продаже. Оно не так широко используется, в первую очередь потому, что с таким соплом сложно работать
Важно понимать, что сопло меньшего размера будет наносить меньше материала, поэтому время печати сильно увеличится
Но как преимущество, меньшее наплавление пластика также означает, что более мелкие детали могут быть лучше детализированы. Сопло 0,1 мм позволяет печатать невероятно мелкие детали. Однако сопла такого малого диаметра могут быть подвержены частому засорению. Ваша задача — правильно настроить подачу материала слайсером.
Размер сопла: 0,25 мм
Это более популярный размер сопла для тех, кто хочет печатать мелкие детали. Это наименьший размер сопла, который вы можете найти в инструментальных головках различных 3D-принтеров. Опять же, поскольку это ближе к отметке минимального размера, сопло дает хорошую детализацию модели с более высокой скоростью наплавления, чем 0,1 мм.
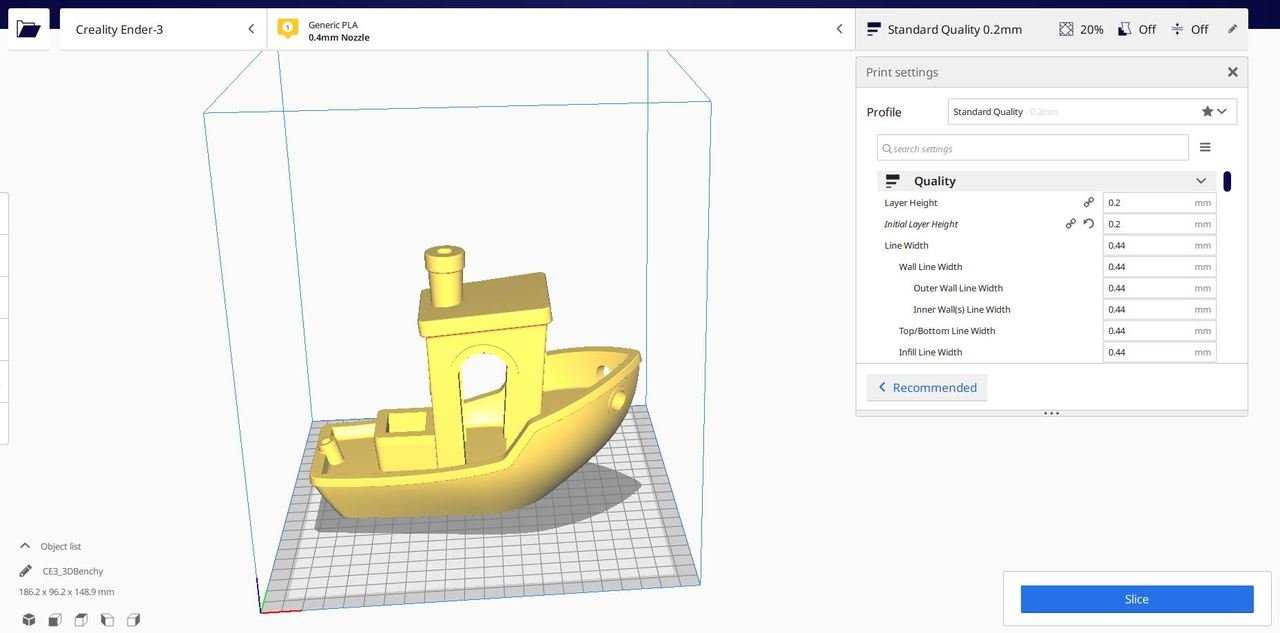
Размер сопла: 0,4 мм
Это, вероятно, наиболее часто используемое сопло в 3D-принтерах. Такое сопло дает отличный баланс между хорошим качеством и скоростью печати. Это сопло находится примерно в середине диапазона размеров сопел, поэтому качество печати очевидно. Этот размер не вызовет проблем при печати на большинстве стандартных материалов, таких как PLA, ABS, PETG, но может быть проблематичным для композитных материалов.
Размер сопла: 0,8 мм +
Сопло 0,8 мм позволяет печатать с впечатляющей скоростью. Но по мере увеличения скорости печати качество может снижаться, это не лучший выбор для деталей с мелкой детализацией
Такое сопло не может уловить мельчайшие детали дизайна и поэтому используется только тогда, когда модель не имеет каких-либо мелких деталей и качество может быть неважно. 0,8 мм — это самый большой размер сопла
Чем отличаются пластики ABS и PLA? (Сравнение ABS и PLA)
Рассмотрим каждый тип пластика для 3D ручки в отдельности.
ABS пластик для 3D печати:
Как упоминалось выше – это самый распространенный 3D пластик, из которого производится даже конструктор LEGO.
Все 3D ручки за исключением 3Doodler используют диаметр нити 1,75 мм (3Doodler = 3,0мм.).
Диаметр нити 1,75 мм. самый распространенный и аналогичен таким же параметрам пластика для 3D принтеров. Т.е. везде где продаются пластики для 3Д принтера и просто пластик ABS диаметров 1,75 мм. он точно подойдет в 3D ручки (кроме 3Doodler).
Температура плавления пластика ABS 210-250 градусов.
Пластик ABS – это продукт нефтехимической отрасли. При нагревании такой пластик дает небольшой запах и иногда даже может идти небольшие выделения дыма при плавлении. Они не являются токсичными или вредными, но мы рекомендуем при рисовании 3D ручкой проветривать помещение, чтобы запах не концентрировался в помещении.
Работы, выполненные пластиком ABS – прочные и устойчивые к агрессивной среде – их можно мыть, протирать бытовой химией, они прочные и долговечные.
Цветовая палитра пластиков ABS очень широкая от классических до светящихся в темноте и даже под “дерево”. Но прозрачных и более глянцевых больше в PLA пластике. ABS пластик как правило более насыщен в цвете, цвета все “плотные”. И даже прозрачный в ABS формате имеет мутный цвет.





PLA пластик.
С PLA пластиком, работают только ручки, оснащенные дисплеем (и по заверениям производителя – ручка 3Doodler – мы не тестировали ее на совместимость материалов).
Дисплей дает возможность выбора температурного режима, т.к. пластики ABS и PLA имеют разную температуру плавления.
Пластик PLA плавится при температуре 190-220 градусов.
Работы, выполненные таким пластиком, менее устойчивы к агрессивной окружающей среде, т.к. изготавливаются как правило из “органики” (например из кукурузы и др. продуктов). Их лучше не мочить, тем более очень аккуратно с бытовой химией, такие работы могут разрушиться уже через 1,5-2 года. Но сам пластик получается более глянцевым и прозрачным. Работы из PLA похожи на вкусный прозрачный леденец.
Любой пластик и ABS и PLA твердеет при комнатной температуре и занимает это примерно 1-3 секунды. т.к. пластик PLA имеет более низкую температуру плавления, то следовательно он быстрее и остывает. Что в результате дает более легкое рисование в объеме (рисование вверх).
Этот пластик более “липкий”. Но в твердом состоянии как правило более “ломкий”.
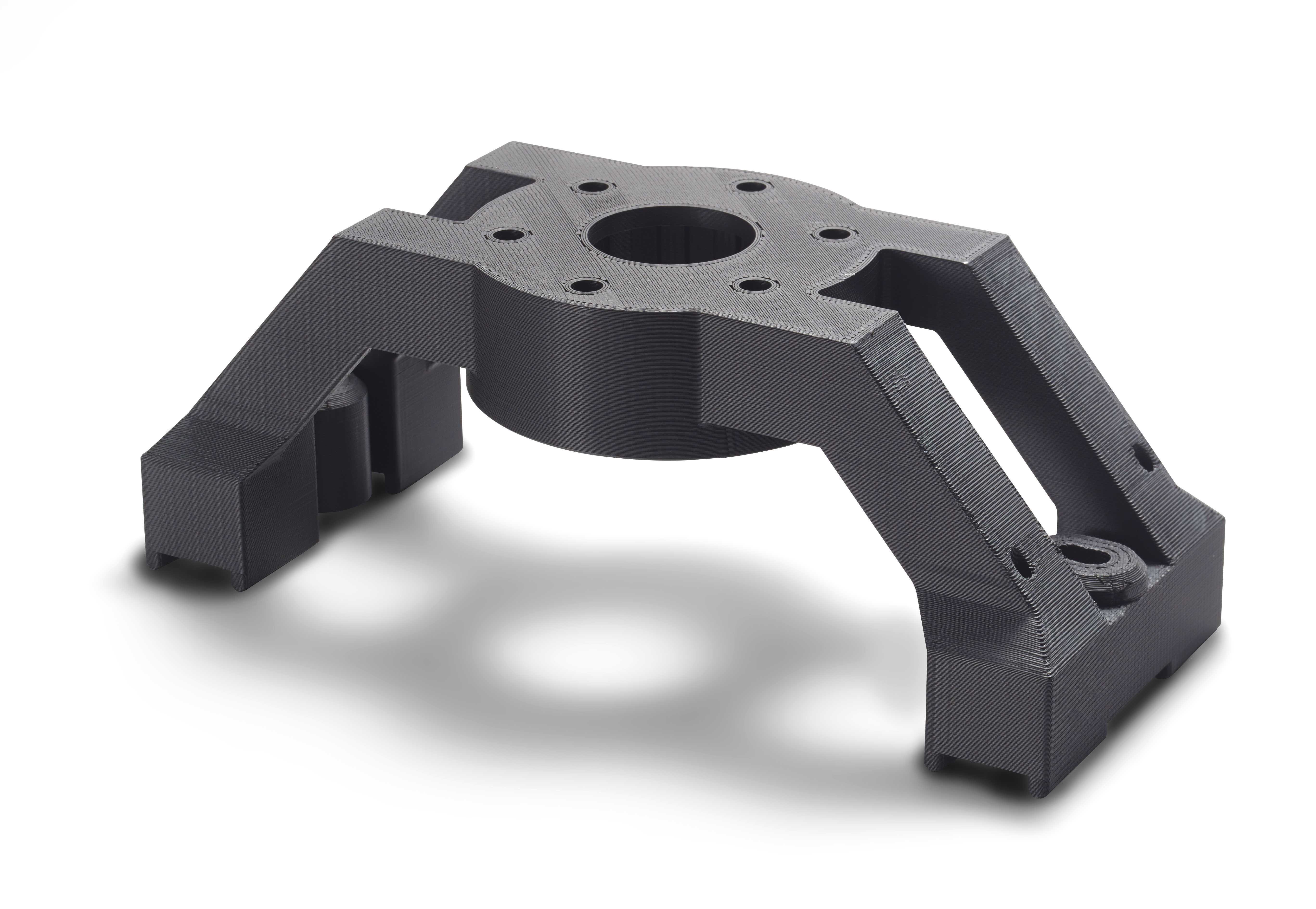
Погрешность ширины экструзии.
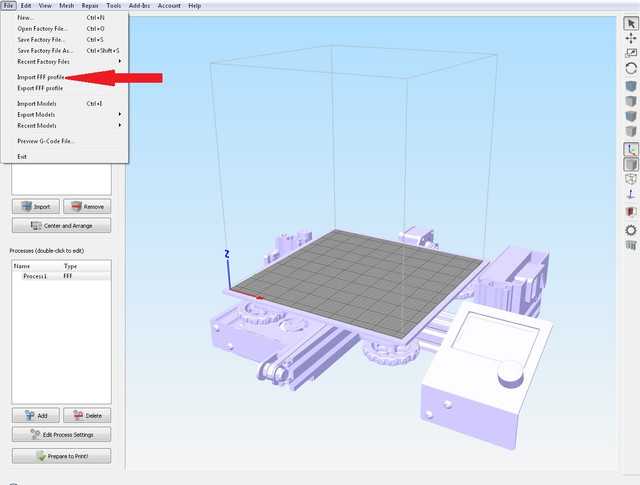
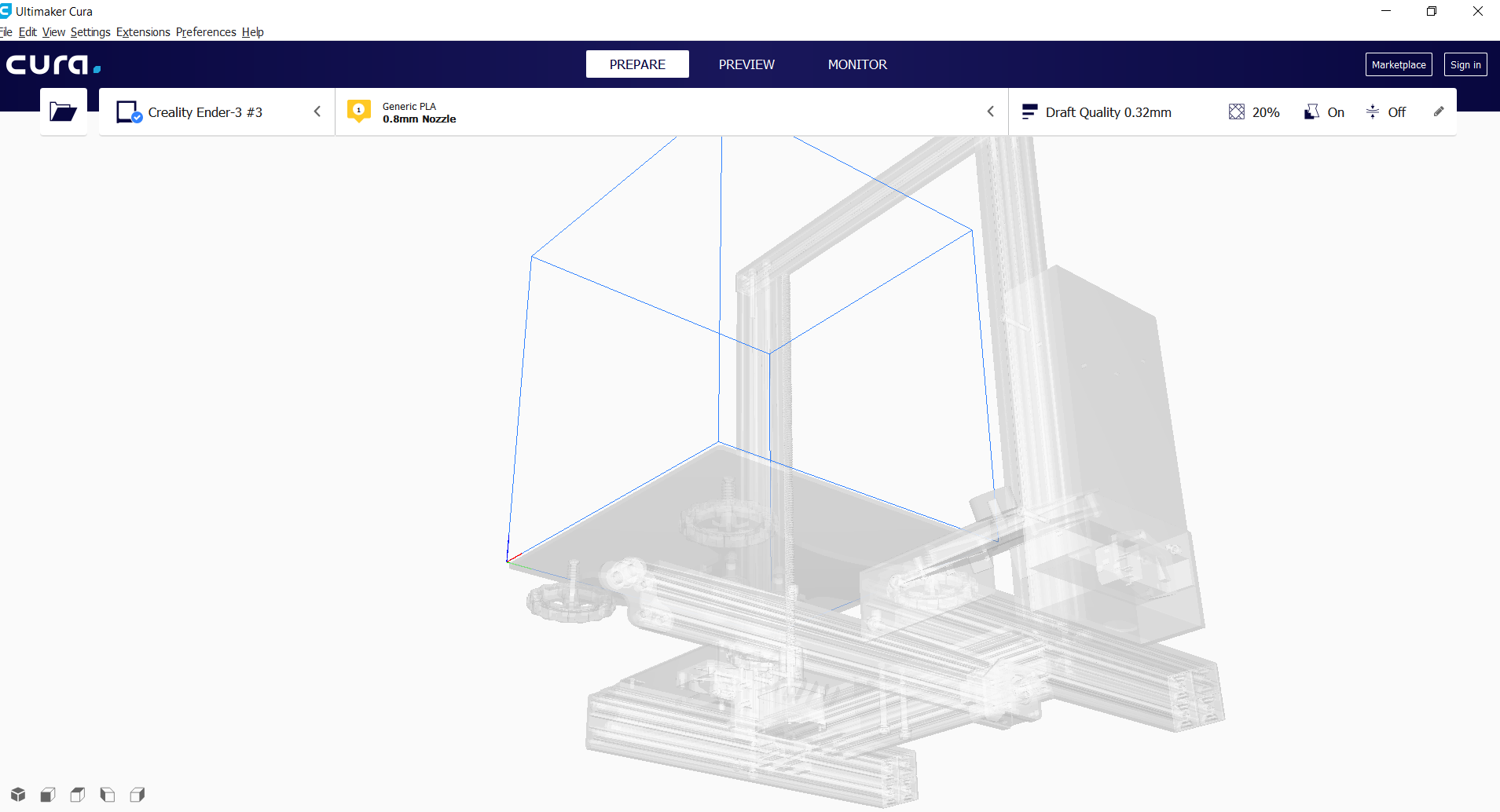
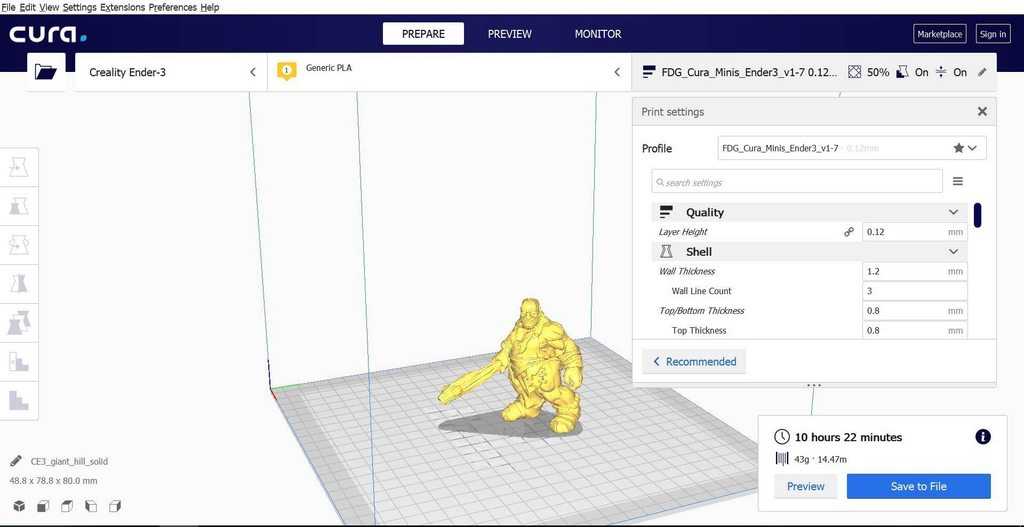
Подготовка трехмерной модели к 3Д-печати сводится к созданию так называемого G-кода. G-код представляет собой компьютерный код, который задает движение всем электродвигателям 3Д-принтера. В число этих двигателей входят те, которые отвечают за перемещение экструдера (3Д-печатной головы 3Д-принтера). Перемещения и движения экструдера задаются траекторией, которая обусловлена линией. При подготовке к 3Д-печати модель разбивается по оси Z на слои, обусловленные выбранной высотой слоя. Траектория перемещения экструдера выстраивается опираясь на размеры этих слоев, а в случае с периметром слоя, описывает внешнюю, среднюю по оси Z, поверхность модели. В свою очередь экструдер повторяет траекторию, заложенную в G-коде, именно центром сопла. В конечном счете, при проектировке моделей необходимо учитывать тот момент, что сопло само имеет диаметр отверстия, через которое выдавливается пластик. Говоря простым языком к размеру трехмерной модели добавляется радиус сопла. При выборе трехмерного принтера, с точки зрения погрешности ширины экструзии, точность детали будет выше на том, у которого сопло будет иметь меньший диаметр. А при проектировке трехмерных моделей на 3Д-печать необходимо закладывать запас на уширения модели. Хочу отметить, что в других технологиях 3Д-печати, где используется лазер или засвечивающее устройство, ширина линии внешнего периметра зависит от фокуса, то есть от толщины луча. Как правило эти параметры можно уточнить у производителя 3D-принтера или у специалистов Studia3D.
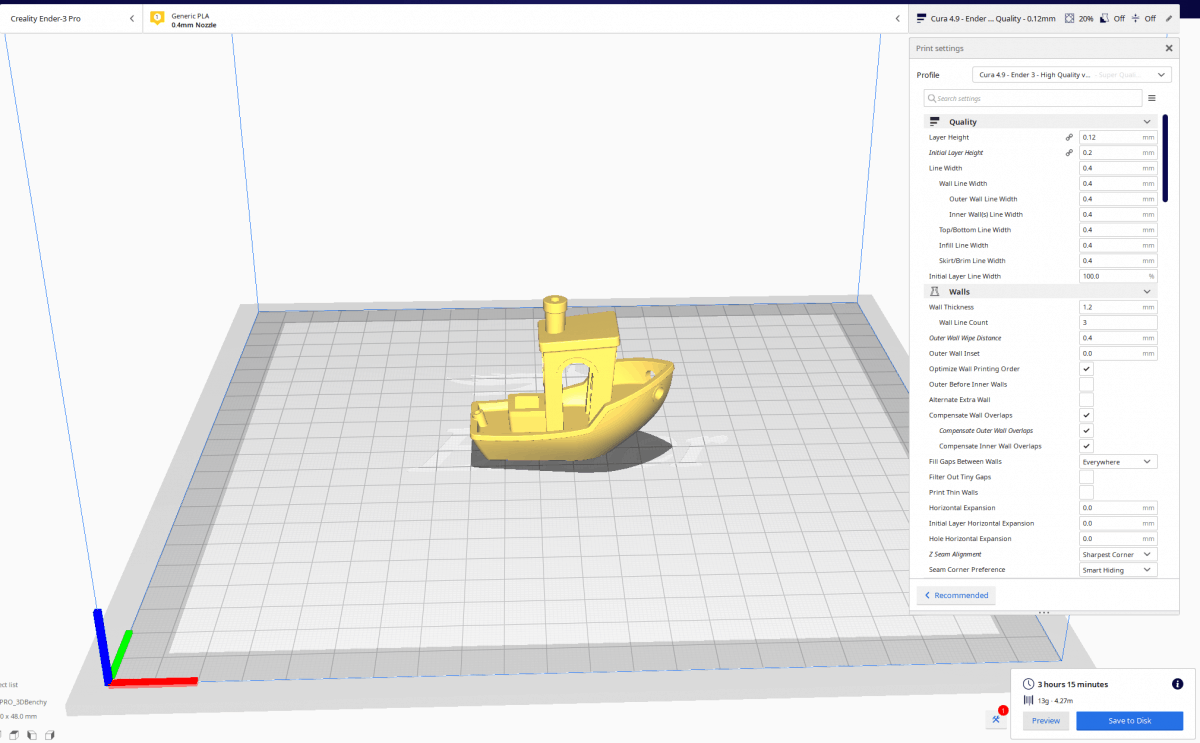
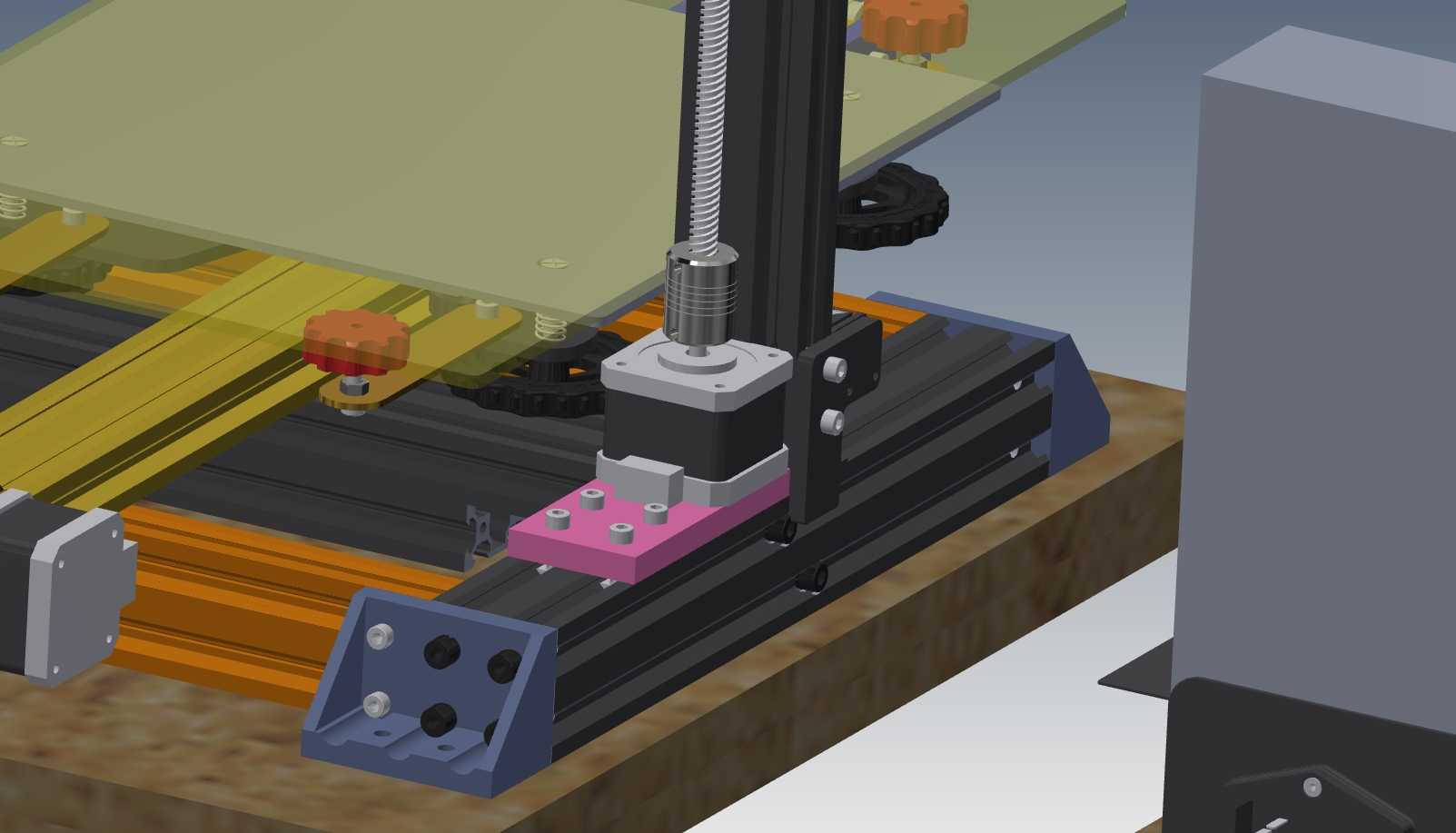
Рассмотрим как это работает на примере трехмерной модели, которая имеет отверстие.
![]()
На рисунке показана 3Д-модель, визуализация подготовленного G-кода и траектория движения центра сопла экструдера для 7-го слоя 3Д-печати. Выделим периметры отверстий и на траекторию наложим фактическую ширину эксрузии (Выделена салатовым цветом).
![]()
Как видим диаметр отверстия меньше. На сколько? На радиус сопла с одной стороны + радиус сопла с другой. То есть при проектировке отверстия мне надо заложить зазор, равный ширине сопла. Тоже самое со всеми остальными машинами. Чем меньше размер сопла, тем ближе к номинальным размерам получится деталь. При этом печать соплом меньшего диаметра по стоимости будет Выше. Это обусловлено производительностью. Через большее сопло в единицу времени выходит больше пластика, что сказывается на скорости печати. Время работы принтера, как и количество материала влияет на стоимость получения изделия.
Шаг 3: * MICRO * Все в одном тесте 3D-принтера
http://www.thingiverse.com/thing:2975429
Этот тест содержит:
тест на свес — Эти две руки изгибаются вверх и над отпечатком. Руки печатаются при увеличении углов наклона от 10 до 80 градусов. Если вы внимательно посмотрите на изображение задней стороны руки, то увидите, что только после 60 градусов отпечаток начинает становиться рваным (да, это технический термин, смеется), поэтому я знаю, что если мой угол больше чем 60-градусный вылет, мне нужно будет включить опоры в печать, чтобы убедиться, что я получаю печать хорошего качества
мостовой тест — Это мосты различной длины (4–22 мм) в центре отпечатка между двумя испытаниями с выступом. Это обеспечит правильную настройку температуры экструзии, чтобы вы могли перекрывать расстояния сортировки без поддержки, без провисания или расслоения слоев.




тест на натяжение -Это столбы на правой стороне отпечатка, сразу за тестом на правый свес. Нанизывание происходит, когда в экструдере слишком много давления и расплавленный пластик вытекает во время движения в свободном пространстве. Есть 3 основных значения, которые вы собираетесь отрегулировать для удаления нити: втягивание, температура и скорость движения.
тест на острый угол -Это пирамиды за тестом. Это проверяет способность делать четкие чистые углы и конусы.
тест на толерантность — Это раздел за тестом свесов на левой стороне отпечатка. Это проверяет способность делать тонкие линии и бороздки.
и шкала испытаний (диаметр испытания) — Это круги в центре задней части отпечатка. Проверяет точность шкалы окружностей (указаны внешние и внутренние диаметры каждого круга).
Подбор температуры печати
Поскольку информации нет, то я не знаю, на какой температуре производитель рекомендует печатать этим пластиком, а возможно и вообще не рекомендует? Ну это мы еще посмотрим. На сайте есть ссылки на примеры печати этим материалом. Погуляв по приведенным ссылкам и почитав про те параметры печати, которые использовали авторы моделей, я пришел к выводу, что нужная температура лежит в диапазоне от 230 до 240 градусов. Но это не точно. Короче, все как всегда. Печатаем башню и смотрим на получившийся результат:
температурная башня напечатанная ABS пластиком Print Product
Ну тут все более-менее понятно и очевидно. Оптимальный результат получается при температуре 230 градусов. Минимум соплей и провисаний. Выше идут сопли, ниже тоже сопли, но не от высокой температуры а от плохого спекания слоев
Специально акцентирую внимание, что эта температура оптимальна для моего принтера Anycubic 4Max. У вас могут получиться иные значения
Так что рекомендую калибровать под себя.
PLA и ABS пластик — отличия
Основные материалы, применяемые при 3D печати, это ABS (акрилонитрил-бутадиен-стирол) и PLA (полимолочная кислота). Рассмотрим основные отличия этих пластиков.
- Визуальные отличия: PLA пластик имеет блестящую фактуру и насыщенную окраску, ABS – матовую фактуру и менее насыщенный цвет.
- Температура при печати: при печати ABS пластиком температура экструдера должна быть 210°С — 240°С, стола — 80°С и выше. При печати PLA — температура экструдера должна составлять 180°С — 200°С. Допустимо использование стола без подогрева.
- Контакт со столом: первый слой ABS пластика, который непосредственно соприкасается со столом принтера имеет тенденцию изгибаться вверх. Для предотвращения этого используется подогрев стола Для устранения этого эффекта, поверхность стола нагревают, либо используют специальные клеевые составы. PLA пластик менее подвержен деформации, поэтому возможна печать без подогрева стола.
- Прочность: PLA и ABS пластики обладают хорошим сцеплением между слоями, но ABS пластик более прочный и упругий. ABS пластик хорошо поддаётся полировке в нем можно сверлить отверстия, нарезать резьбу. PLA пластик же намного хуже поддаётся такой обработке.
- Состав: ABS (акрилонитрил-бутадиен-стирол) изготавливается из нефти, а PLA (полимолочная кислота) из из возобновляемых ресурсов – кукурузы и сахарного тростника.
- Экология: из-за способности к саморазложению PLA пластик нашёл широкое применение в качестве сырья для изготовления различных предметов с коротким сроком службы – различных упаковочных материалов, коробок, бутылок для хранения воды, которые можно выбрасывать в контейнеры с мусором. ABS пластик обладает большей устойчивостью к неблагоприятным условиям и разлагается довольно долго.
- Запах: во время печати оба вида пластика выделяют различные летучие соединения, поэтому принтер должен быть расположен в помещении с хорошей вентиляцией. ABS пластик при нагревании имеет сильный и неприятный запах, PLA издаёт запах теплого масла.
- Применение: Пластик PLA используются для печати одноразвой посуды, сувениров, игрушек и прочих изделий, которые не подвергаются ударам и изгибам. Недопустимо использование его в изделиях, которые подвергаются воздействию высоких температур – при 60° С PLA теряет форму. ABS обладает хорошей термостойкостью и механической прочностью.
- Влияние влаги: Оба пластика обладают большой гигроскопичностью, поэтому хранить их следует в сухом помещении. Если пластик долго хранился на открытом воздухе, то при печати возможны проблему — появление пузырьков воздуха, что приводит к засорению сопла. ABS допустимо просушить тёплым, сухим воздухом. После сушки его свойства не изменяются. Сушка PLA невозможна – так как это может привести к обесцвечиванию и изменению его механических свойств.
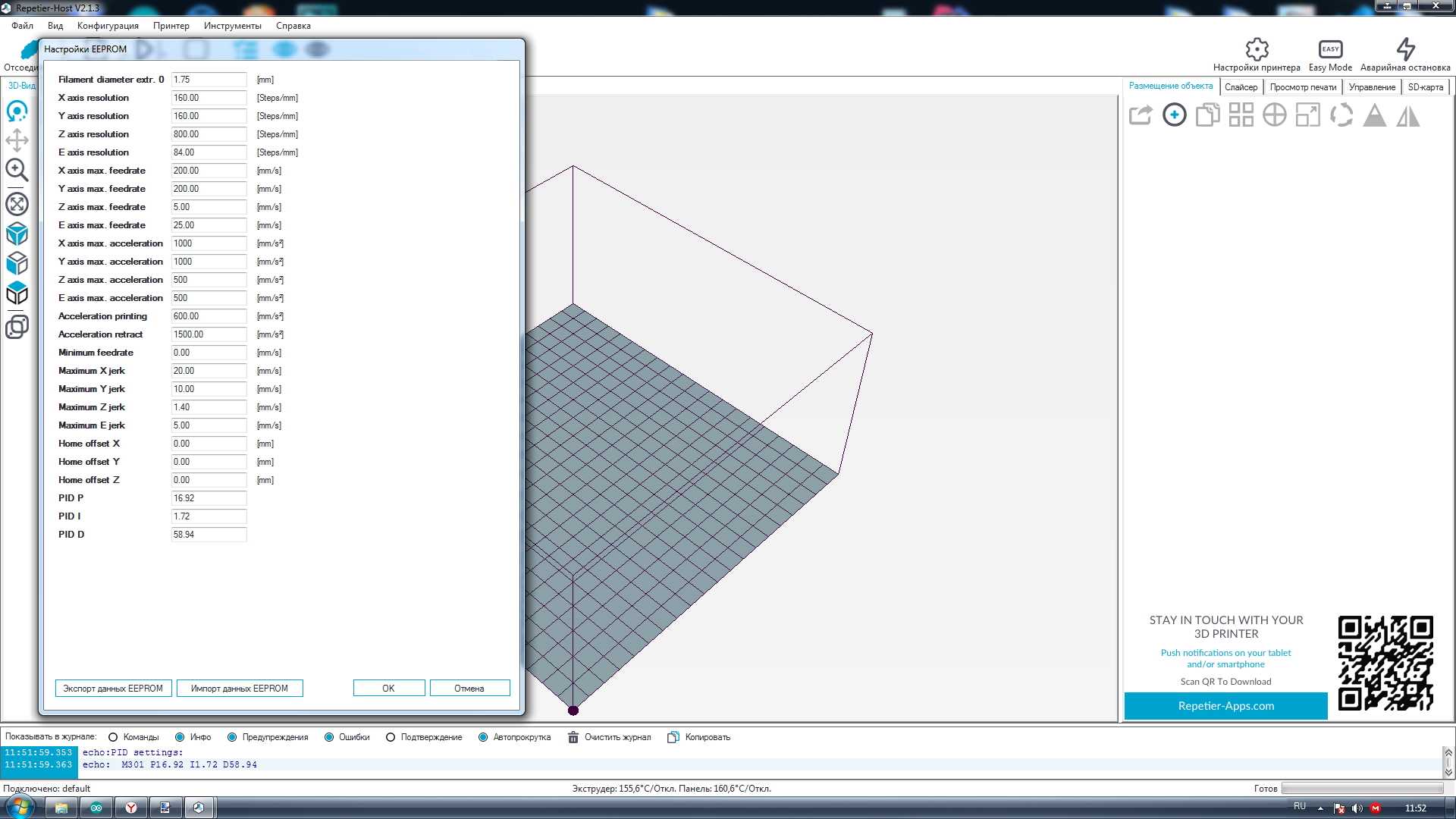
Настройки принтера
Как упоминалось ранее, PLA по сравнению с другими типами филамента печатается при относительно низкой температуре. Конечно, когда речь заходит о 3D печати, скорее всего, потребуются некоторые эксперименты, чтобы определить оптимальный уровень температуры, который лучше всего подходит для вашего принтера.
В этом смысле 3D принтеры немного похожи на печи, каждая из которых работает по-своему. Например, печать при высокой температуре может привести к появлению пятен, провисаний и потере мелких деталей на объекте печати.
Идеальные температура сопла, температура стола и адгезия стола для PLA материалов
Установка слишком высокой температуры может привести к более высокому нагреву экструдера, увеличивая вероятность засорения.
Во время печати при низкой температуре возможно расслоение слоев объекта печати. Они могут плохо слипаться, и общее качество поверхности объекта может ухудшиться в процессе печати.
Пример разницы качества объектов печати из PLA пластика при трех разных установках температуры
PLA можно без проблем использовать для печати небольших объектов на неподогреваемом столе. Если вы хотите изготавливать более крупные детали, особенно длинные и тонкие, нагретый стол может помочь уменьшить деформацию. При использовании ненагретого стола улучшить адгезию (сцепление) может помочь печать полей (brim) или плота (raft).
Статуэтка совы, изготовленная из PLA на поверхности BuildTalk для улучшения сцепления со столом
Наконец, говоря об адгезии, PLA хорошо прилипает к малярному скотчу. Если скотч заменяется по мере износа его поверхностного слоя, он хорошо служит для адгезии (сцепления) первого слоя с нагретым или ненагретым столом. Также существует множество специализированных продуктов для покрытия стола, которые также хорошо работают с PLA и не требуют постоянной замены.
Итоги
После проведения всех калибровок и тестовых печатей, для пластика были подобраны следующие оптимальные параметры:
- Температура стола 90 Градусов с адгезивом
- Температура сопла 230 градусов
- Поток 93%
- Поток на первом слое 88%
- Ретракт 1,4 мм
- Скорость ретракта 60 мм/с
- Linear Advance Factor 0.15
- Скорость печати 60 мм/с
- Скорость печати стенок 55 мм/с
- Скорость печати первого слоя 40 мм/с
Параметры были подобраны опытным путем для 3Д принтера Anycubic 4max с Direct-экструдером. В каждом конкретном случае данные параметры могут отличаться.
В целом не плохой пластик, но если честно, восторга он у меня не вызвал. Пластик обладает рядом мелких недостатков, которые в совокупности с высокой ценой не позволяют рекомендовать этот пластик, на рынке много материалов от других производителей, которые и лучше и дешевле. В то же самое время, пластик не плох и легко найдет своего покупателя. Так что решать вам. Мнение по поводу этого материала у меня сложилось неоднозначное. По большому счету это обычный рабочий материал для 3Д печати без своей изюминки. Не зря производитель называет серию ABS GEO промежуточной маркой с усредненными свойствами, все получается средним и материал и качество его применения… По ходу не зря мне попался именно серый цвет :), хотя, возможно, мне попался не совсем удачный образец. Все возможно.
Пластик для обзора приобретался в минском магазине http://printers3d.by/
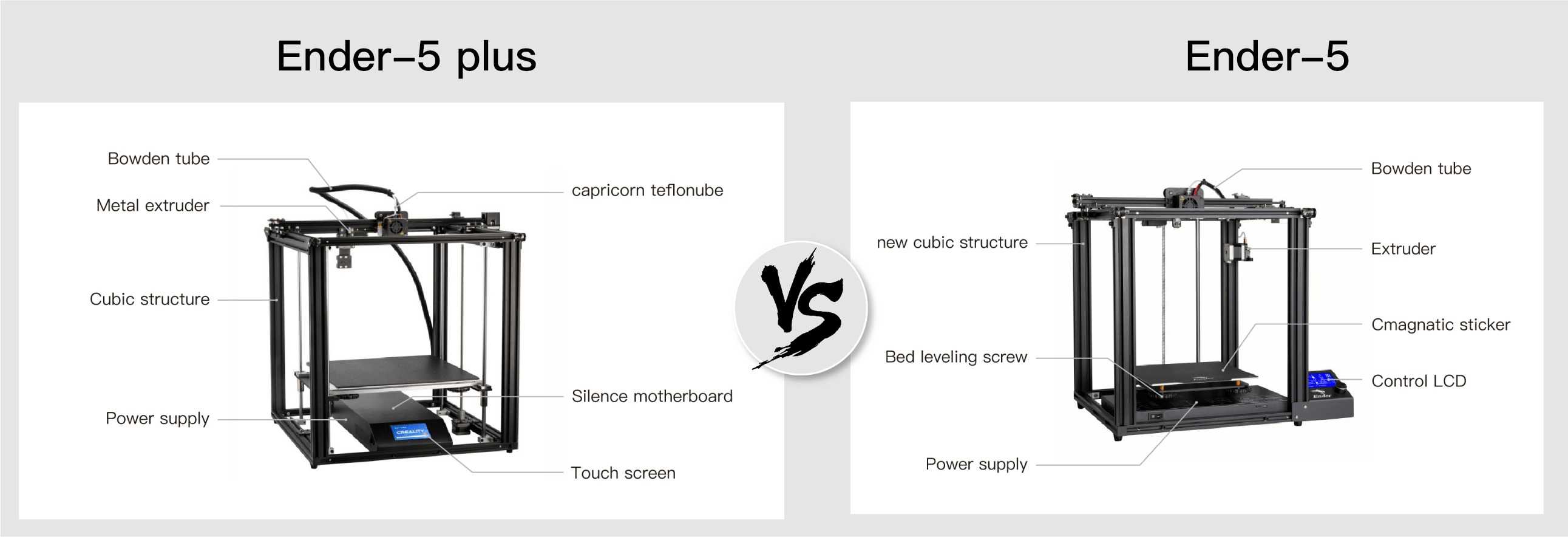
Если вы еще не обзавелись 3Д принтером и думаете какую модель выбрать, могу порекомендовать следующие модели:
Данные ссылки на проверенных продавцов, которые продают оригинальные принтеры. Оказывают техническую поддержку и дают годовую гарантию.