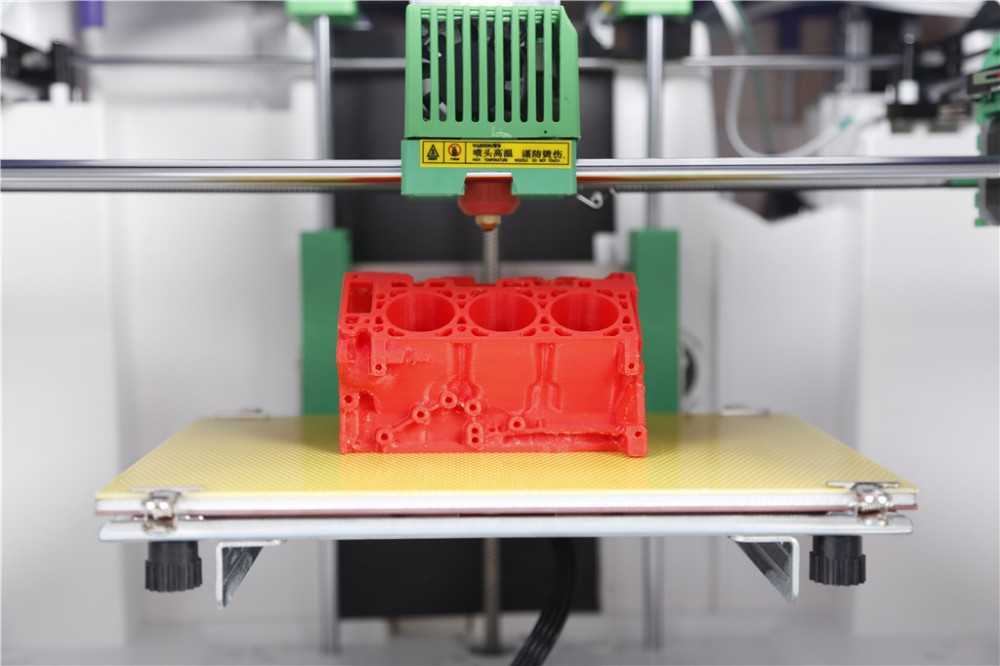
Особенности и виды 3D-принтеров
Принцип функционирования заключается в следующем:
- трехмерная модель делится на горизонтальные слои, что позволяет разделить ее на несколько частей;
- для разрезания применяется специальное ПО (слайсер);
- предварительно трехмерный объект моделируется на компьютере, после чего отправляется на печать;
- в рабочей камере, находящейся внутри принтера, формируется последовательно каждый слой;
- толщина каждого слоя зависит от точности создаваемой модели;
- чем меньше данный показатель, тем более качественной и детализированной будет печать;
- для соединения слоев применяются разные технологии, к которым относится спаивание, склеивание, наплавление или другое.
Существует несколько методов 3D-печати, причем регулярно разрабатываются новые способы. Наиболее часто применяются следующие технологии:
- послойное наплавление;
- ламинирование;
- лазерное селективное спекание.
На рынке представлено несколько 3D-принтеров, отличающихся технологией печати. Они могут быть домашними, промышленными или профессиональными. Оборудование используется в сфере образования, автомобилестроения, дизайне, протезировании и строительстве. Для работы устройств требуется качественное и лицензированное ПО.
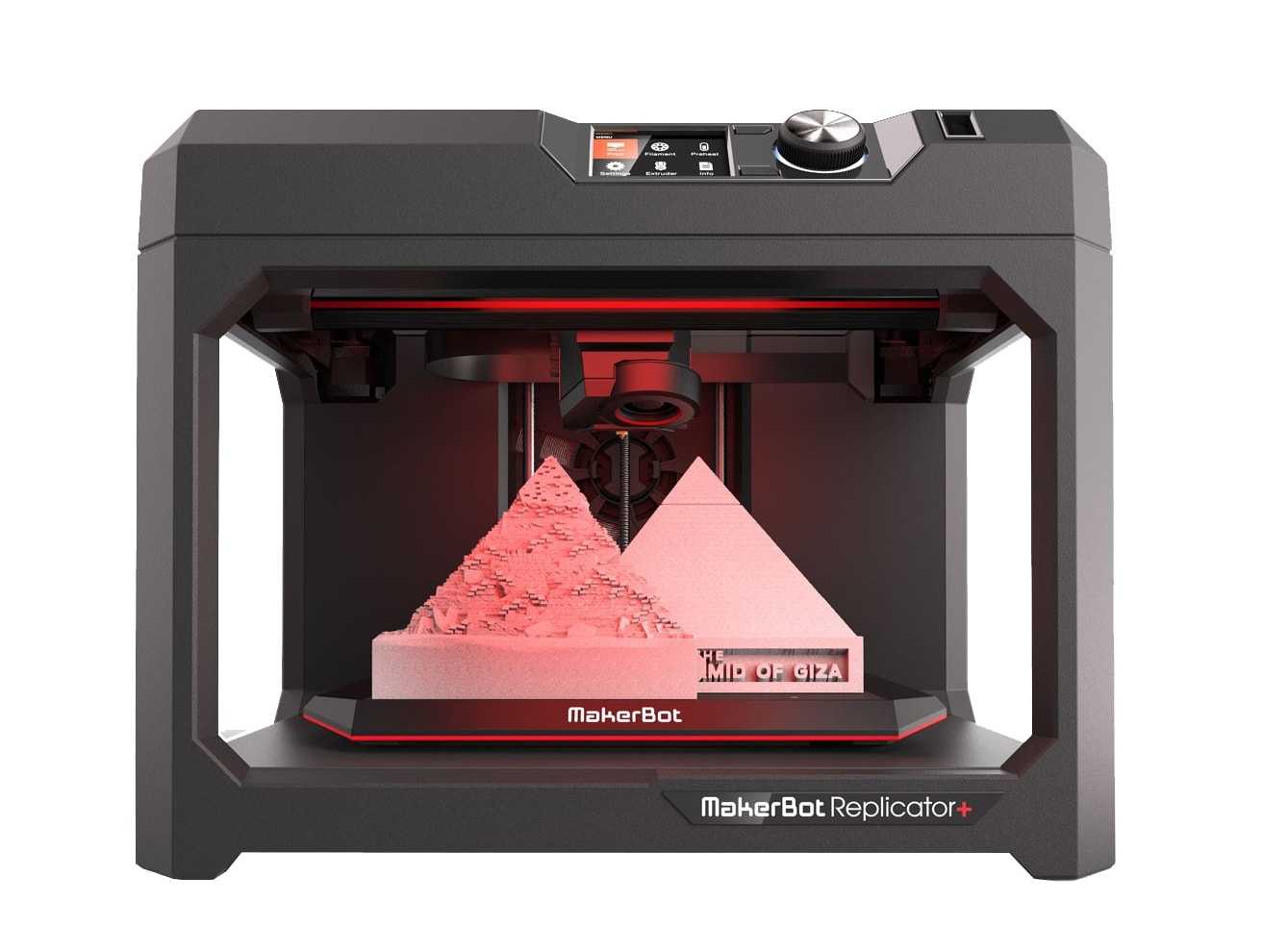
К самым популярным 3D-принтерам относится:
- Picaso Designer Х. Стоимость составляет около 150 тыс. руб. Для работы применяется технология печати FDM. Оборудование выпускается отечественной фирмой PICASO. Благодаря уникальной технологии предлагается возможность печати с точностью в 10 микрон. Механизм скрывается за привлекательным корпусом, который хорошо смотрится в офисе или дома.
- Uniz SLASH PLUS. Для покупки такой модели придется потратить 245 тыс. руб. В этом оборудовании используется технология печати LCD. Эта настольная техника считается самым быстрым принтером, для работы которого применяются фотополимеры. Устройство обладает производительностью 1000 см3/час. Управлять принтером можно с телефона или компьютера.
- Phrozen Sonic XL 4K. Устройство стоит 245 тыс. руб. Применяется технология LCD с использованием фотополимеров.
Каждая модель обладает как плюсами, так и минусами, поэтому целесообразно изучить все параметры перед покупкой.
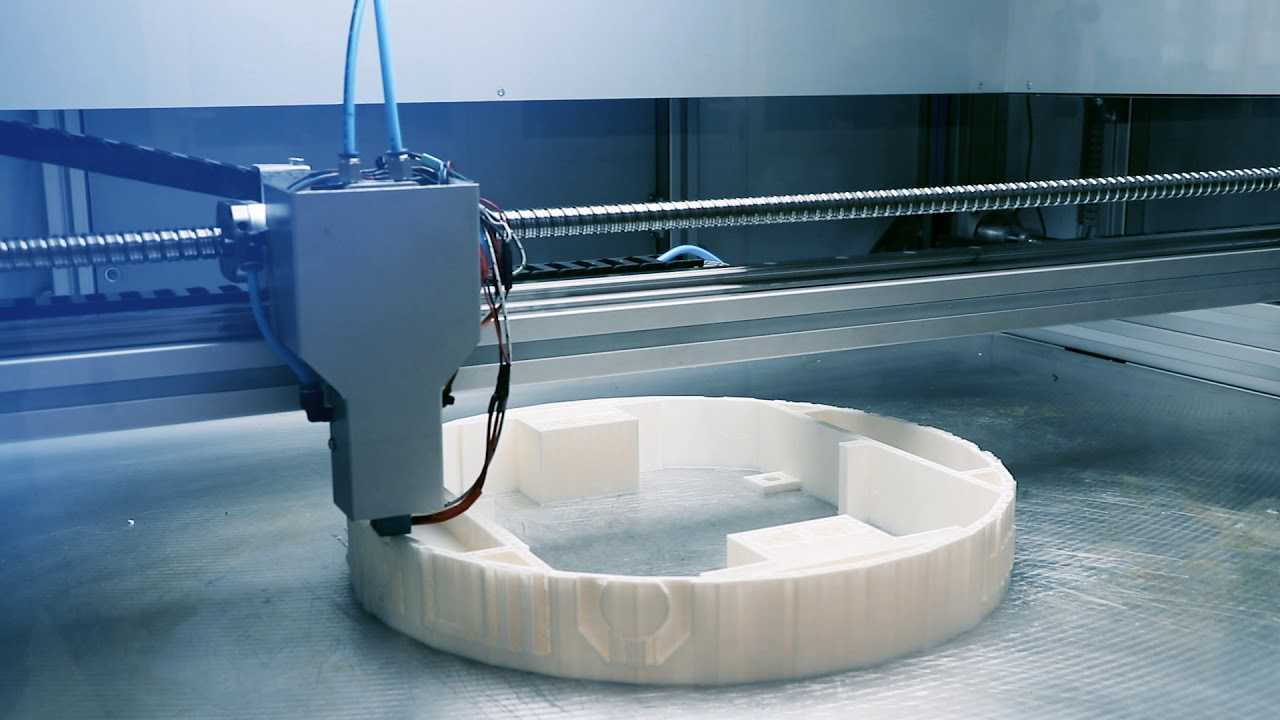
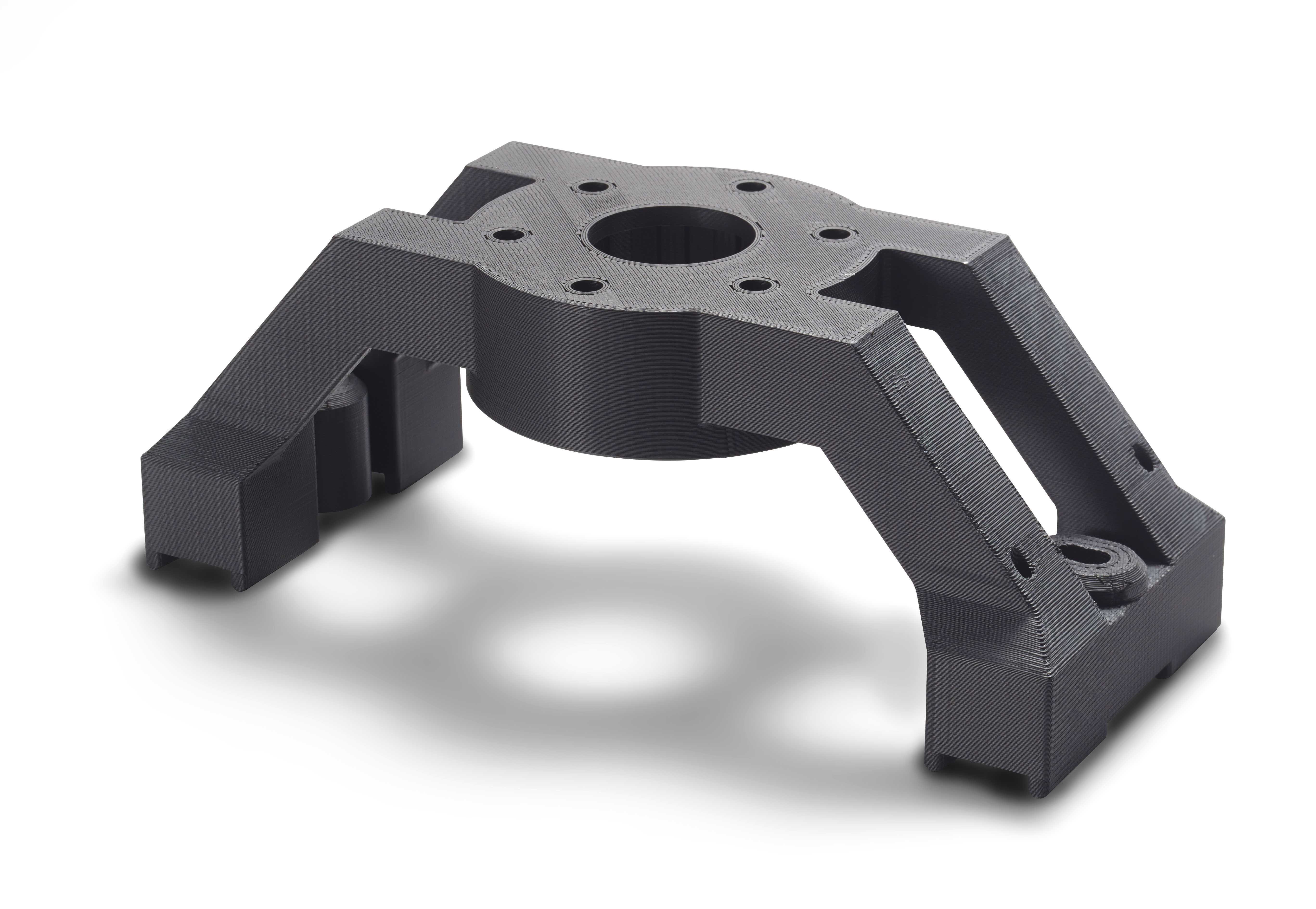
Requirements for 3D printing PEEK and PEI high-performance materials
High-temperature extruder
The melting point for PEEK materials is 343°C. This means that the extruder needs to be able to reach that temperature or higher.
The hotend extruder must also be all-metal and be resistant to abrasions.
Heated print bed
To print PAEK high-performance polymers, a heated bed is mandatory, and it must be able to reach temperatures of 120°C at the very least.
This ensures correct adhesion and overall 3D print quality.
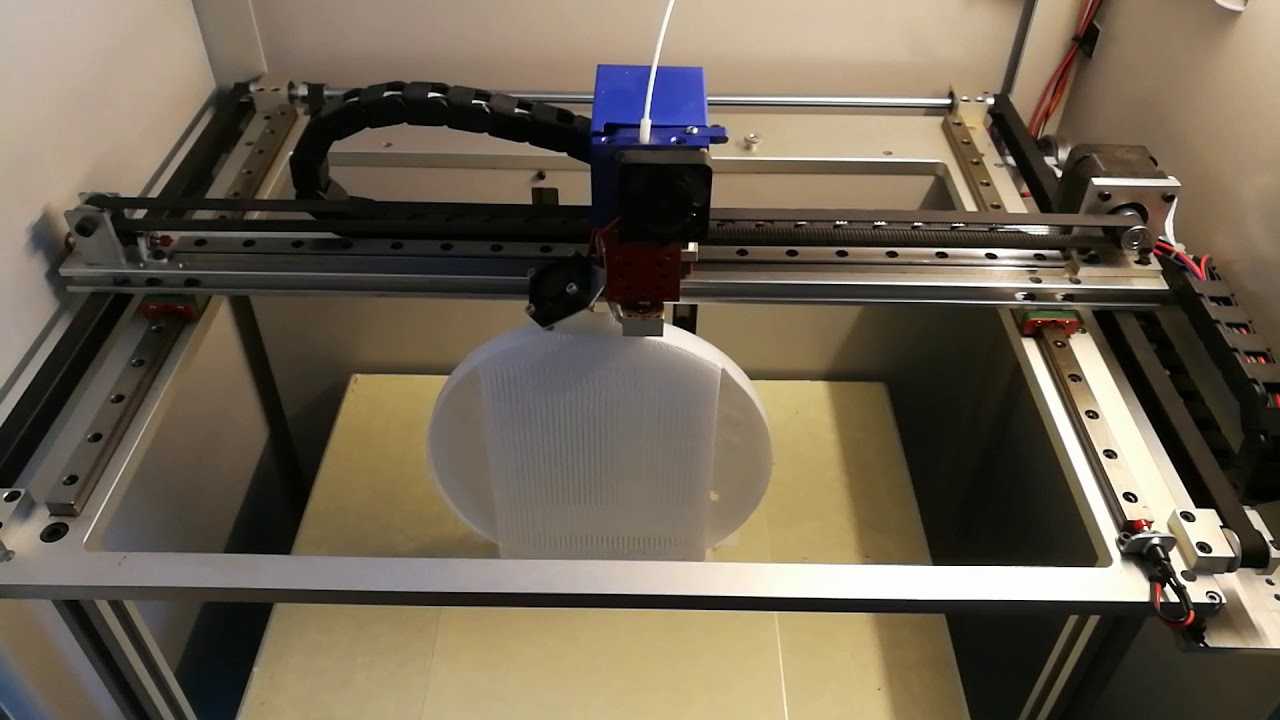
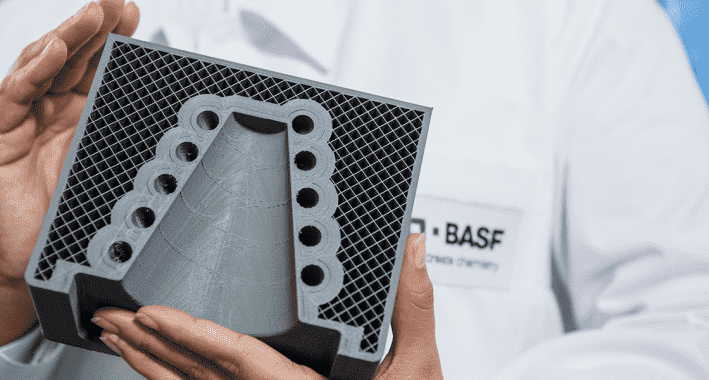
Closed, heated chamber
PEEK is highly prone to shrinkage and warpage (sometimes called warping).
Ideally (and this is especially important for larger parts), the chamber temperature should be able to go up to or over 143°C, which is PEEK’s glass transition temperature (Tg).
It is extremely important to be in control of these temperatures and to keep them constant, as fluctuations can easily affect print quality. However, these aren’t the only conditions for printing high-quality PEEK parts; post-treatment also plays a major role.
In order for PEEK to crystallize as well as possible – and thus for the printed parts to be as strong and stable as possible – the material must be cooled gradually.
Thermoplastics for AM: Semi-Crystalline vs Amorphous
![]()
By Alejandro Auerbach
Published on
December 10, 2021
Unlike PLA parts, which can be removed from the tray almost as soon as they are printed, waiting several hours for the temperature of a PEEK or ULTEM part to drop to room temperature is necessary. This avoids disturbing the material’s crystallization process.
Some PEEK printers provide precise control over the chamber’s cooling rate.
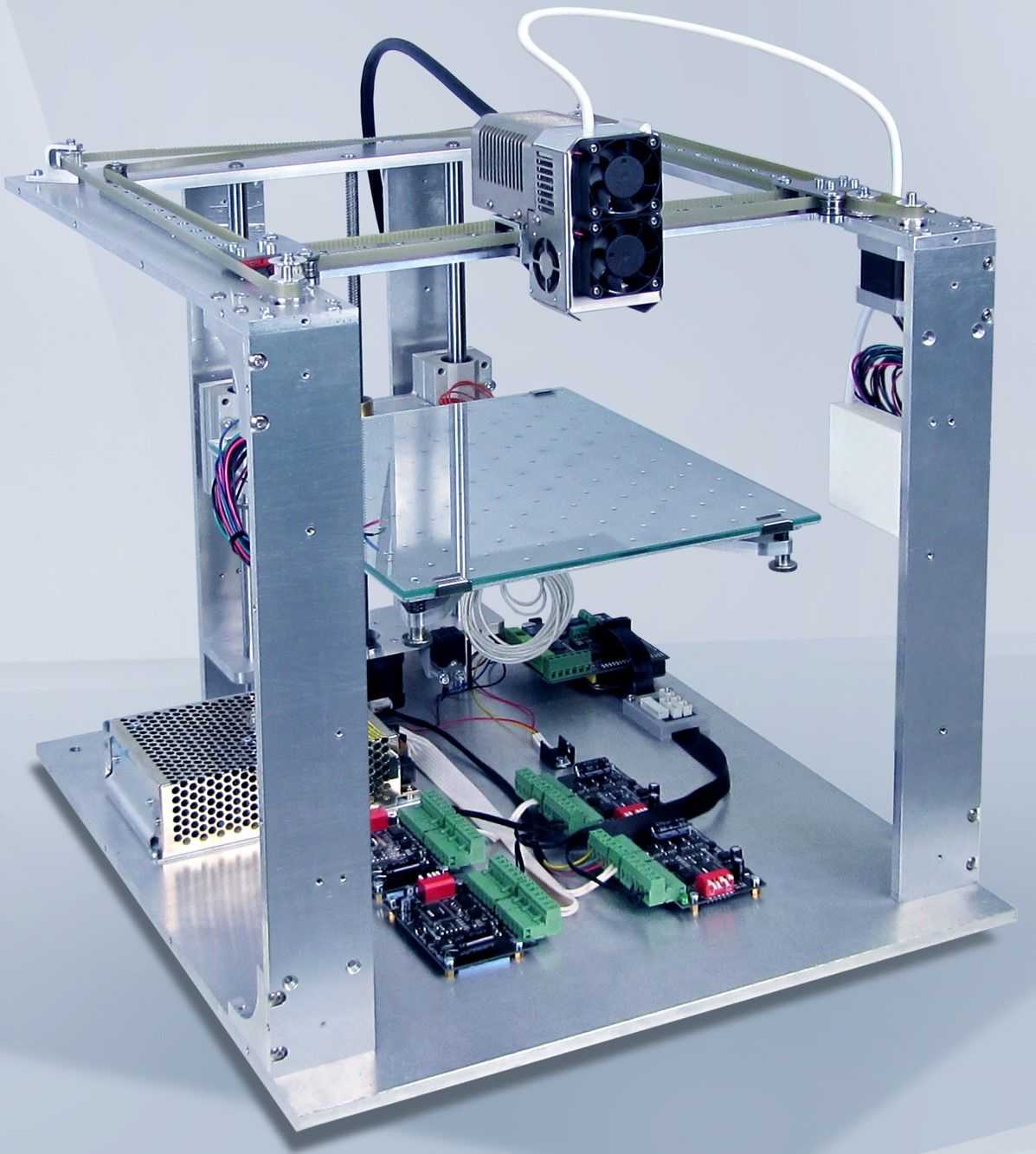
Нагреватель
В качестве нагревательного элемента используется алюминиевая пластина. Если вам не удалось найти подходящего по размеру толстого бруска, вполне подойдет алюминиевая полоса толщиной 4 мм, которую можно приобрести в магазинах стройматериалов. В этом случае нагревательный элемент будет состоять из двух частей. Необходимо просверлить центральное отверстие для ствола хотэнда, и скрутив болтом, зажать всю конструкцию в тисках. Затем насверлить нужное количество отверстий для составляющих элементов нагревателя:






- болта крепления,
- двух резисторов,
- терморезистора.
Для нагревания пластины можно использовать керамический 12v нагреватель или резистор на 5 Ом. Но для нашего блока лучше подойдут два резистора на 10 Ом, так как они гораздо меньше по размеру, а соединение параллельно как раз и даст нужное сопротивление в 5–6 Ом.
Нагревательный элемент в сборе
Контролировать температуру будет NTS-термистор 100 кОм марки B57560G104F, с максимальной рабочей температурой 300 °C. Терморезисторы с меньшим сопротивлением использовать нельзя, они, как правило, обладают большой погрешностью при высоких температурах.
Необходимо обеспечить плотное соединение резисторов с пластиной, так как воздушная прослойка тормозит нагревание
Здесь важно правильно выбрать герметик. Лучше всего использовать керамико-полимерные пасты (КПДТ), рабочая температура которых не менее 250 °C
Для дополнительной теплоизоляции неплохо весь hot-end замотать стеклотканью.
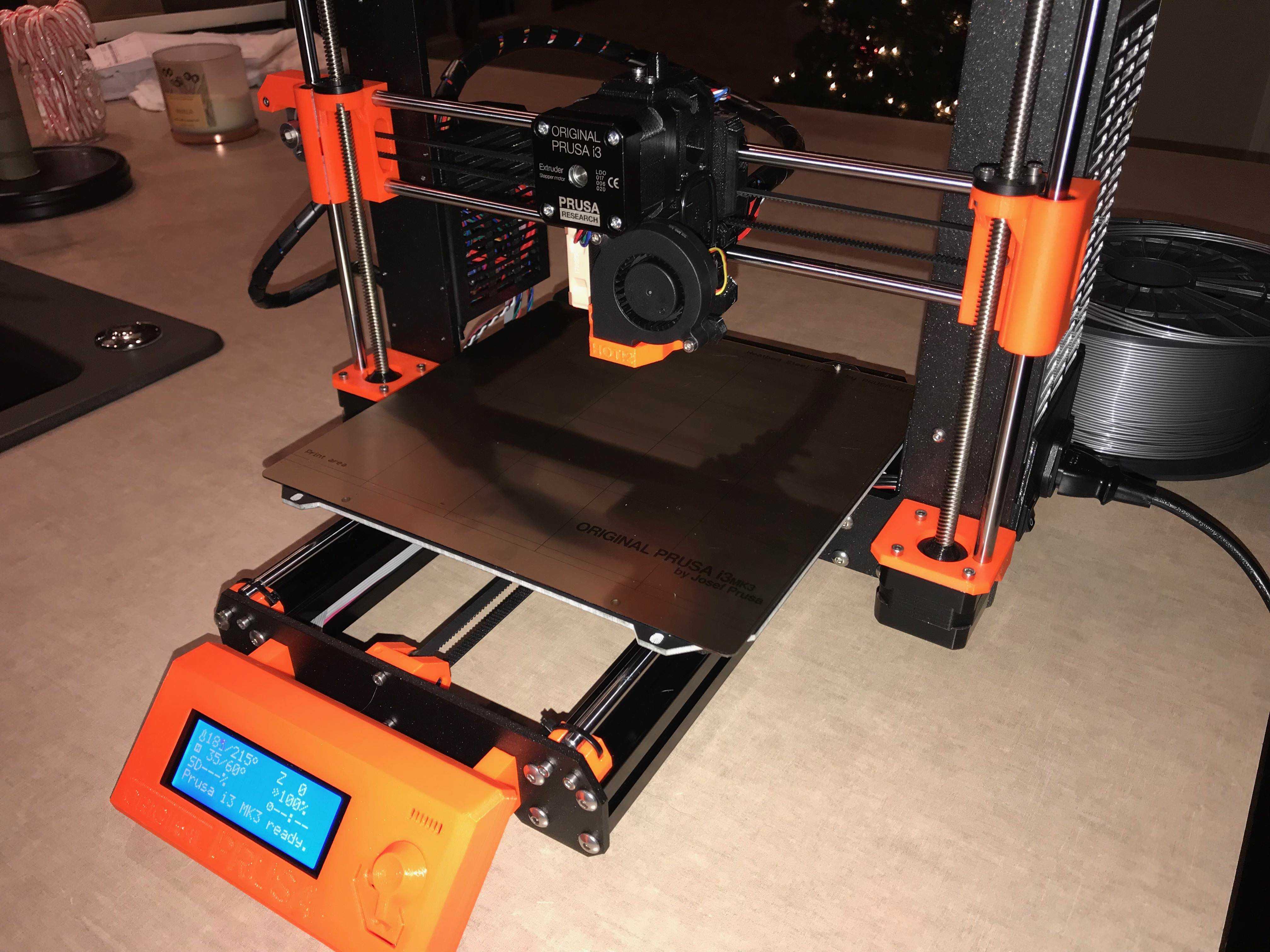
Хотенд (hotend)
Хотенд служит для расплавления пластика, из которого печатается сама модель.
Хотенд состоит из четырех основных компонентов:
- Сопло, диаметр выходного отверстия которого диктует качество деталей и скорость печати;
- Термоборьер — деталь, через которую поступает нить в горячее сопло;
- Нагревательный блок — связующее звено для нагревательного элемента, термистора, сопла и термобарьера;
- Радиатор — обеспечивает отвод тепла от термобарьера.
Сопло
В сопле происходит плавление самого пластика, на выходе из сопла получается расплавленная нить с диаметром равным диаметру выходного отверстия сопла. Как правило,сопла изготавливают из латуни. Самый распространенный диаметр сопла 0.4 мм, конечно бывают и другие : от 0.1 мм до 1.2 мм. Чем меньше диаметр сопла, тем распечатанные модели получаются более качественные, но тратиться больше времени. В зависимости от задач подбирается оптимальный диаметр.
На какие параметры сопла требуется обратить внимание при выборе эктрудера:
- Возможность быстрой замены сопла;
- Диаметр выходного отверстия должен соответствовать действительности;
- ,Внутренний канал сопла должен быть без заусенцев (финишная постобработка/полировка канала);
- Качественная резьба завинчиваемой части (чтобы исключить протекания пластика).
Нагревательный блок в сборе
С нагревательным блоком все намного проще. В этом узле фиксируется нагревательный элемент (который непосредственно и нагревает блок), датчик температуры (термистор или термопара), который контролирует температуру хотенда, сопло и термобарьер.
На какие параметры нагревательного блока требуется обратить внимание при выборе экструдера:
- Возможность легко вставлять и вынимать нагревательный элемент и термистор;
- Нагревательный блок должен иметь достаточную высоту относительно сопла, чтобы равномерно его прогреть;
- Мощности нагревательного элемента должно хватать что бы прогреть сопло до необходимой температуры (обычно хватает 40 Вт)
- Максимальная рабочая температура.
Термобарьер
Одна из самых ответственных частей хотенда — термобарьер. По каналу термобарьера происходит подача пластика непосредственно в горячее сопло. На термоборьер накладывается ряд требований.





Для начала обратимся к рисунку:
В идеале, пластик должен плавиться только в сопле, а часть пластика которая находиться сверху, должна быть твердая, чтобы с легкостью проталкивать уже расплавленный в сопле пластик. Это значит что «горячую зону» необходимо резко отсекать, чем меньше будет высота переходной зоны ( от горячего к холодному ), тем лучше. Если пластик будет плавиться не только в сопле, но и в термоборьере, то будет образовываться «пробка» ( размягченный участок пластика ) который не сможет протолкнуть пластик в сопле ввиду своего агрегатного состояния. Для того чтобы получить холодную зону с резкой отсечкой от горячей, разработчики экструдеров часто используют вставки из тефлона, алюминиевый радиатор , активное охлаждение, а также материалы с низкой теплопроводностью, например, нержавеющая сталь. Все эти меры могут применяться как все вместе, так и по отдельности.
Если в хотенде отсечки нет, а градиент температуры сильно растянутый, то при печати будут возникать проблемы, в том числе и при печати экзотическими материалами (FLEX, резина и другие гибкие материалы).
Рентабельность производства
Несмотря на принадлежность к категории народных промыслов, литье икон не получает никаких субсидий ни из местных, ни из федеральных источников.
Литье икон не приносит прибыли заводу и частично финансируется за счет других бизнес-направлений. В связи с отсутствием экономической целесообразности перед руководством завода неоднократно вставал вопрос о закрытии направления литья икон. Однако понимание того, что остановка участка литья икон приведет к — потере традиционного промысла для нашего старинного города; — работники участка, почти половина которых — инвалиды, останутся без работы; — старообрядцы лишатся поставщика недорогих икон и крестов не позволяло решиться на этот шаг.
Поэтому несмотря на все сомнения мы продолжаем заниматься литьем икон, и будем стараться работать хорошо в меру наших сил и умений.
Другие материалы раздела Медные литые иконы, кресты, складни
- Сюжетное многообразие старообрядческого медного литья I: История литья икон. Образ Иисуса Христа
- Сюжетное многообразие старообрядческого медного литья II: Образ Пресвятой Богородицы
- Сюжетное многообразие старообрядческого медного литья III: Праздники
- Сюжетное многообразие старообрядческого медного литья IV: Путевые иконы. Образы святых
- Неповторимые краски русской эмали I: История Выговской обители
- Неповторимые краски русской эмали II: Поморское медное литье
- Неповторимые краски русской эмали III: Московское литье и другие центры старообрядческого литья
- Поморские указы о медном мастерстве и искусстве финифти (XVIII век)
- Об истории литейного дела икон и крестов (начало XX века)
- Технология литья икон в XVIII-XIX веках
- Крест из бабушкиного сундука: Наперсные кресты
- Крест из бабушкиного сундука: Киотные кресты ч.1
- Крест из бабушкиного сундука: Киотные кресты ч.2
- Анциферовские мастера-литейщики
3D Printing PETG items
PETG is heat resistant with a glass transition temperature of about 80 degrees Celsius. That feature makes PETG materials suitable for use in a wide range of temperatures without any deformity.
On the flip side, PETG has some slightly irritating cons. Firstly, the material is highly hygroscopic and absorbs moisture when left in damp conditions. This characteristic makes it leave unwanted texture in prints, especially when the dampness comes in contact with the hot-end. This drawback can be avoided by keeping PETG in a sealed container or drying it in an oven at 60 degrees Celsius.
Another unimpressive aspect of PETG is stringing. This situation happens when small residues (parts of plastic) are left on the print item. This can be undone by using heat or snippers to remove the hair-like materials from the print. As much as it is not a cause for alarm, stringing can reduce the overall quality of prints. Additionally, PETG leaves print surfaces with a luminous appearance hence not very attractive like PLA. The materials printed using PETG appear to have scars if the light is reflected on their surfaces.
The last aspect to look at would be the post-processing with PETG. Being a very slippery filament, PETG is not easy to post-process. For instance, painting PETG items is not natural since getting the paint to stick on the slippery surface is quite challenging. Additionally, PETG is robust and is not easy to scratch, which makes it hard to add some features that require sanding the prints. Lastly, it is hard to use some adhesives like glues and resins on PETG materials if you want to get them stuck together. However, you can maneuver around this drawback by using friction welding to merge different parts.
![]()
If your priority lies in the physical attributes of the filament, then using PETG for 3D printing will be an excellent choice. On the other hand, if you require impressive aesthetics on your prints, then PLA should be your go-to filament.
https://youtube.com/watch?v=WUT73vfrdKs
In summary, we can look at the two 3D printing filaments in the following direct comparison section.
PETG vs. PLA filament direct comparison: how to choose the right filament
In this section, the post tries to evaluate each filament based on specific qualities to help you choose the right one for 3D printing.
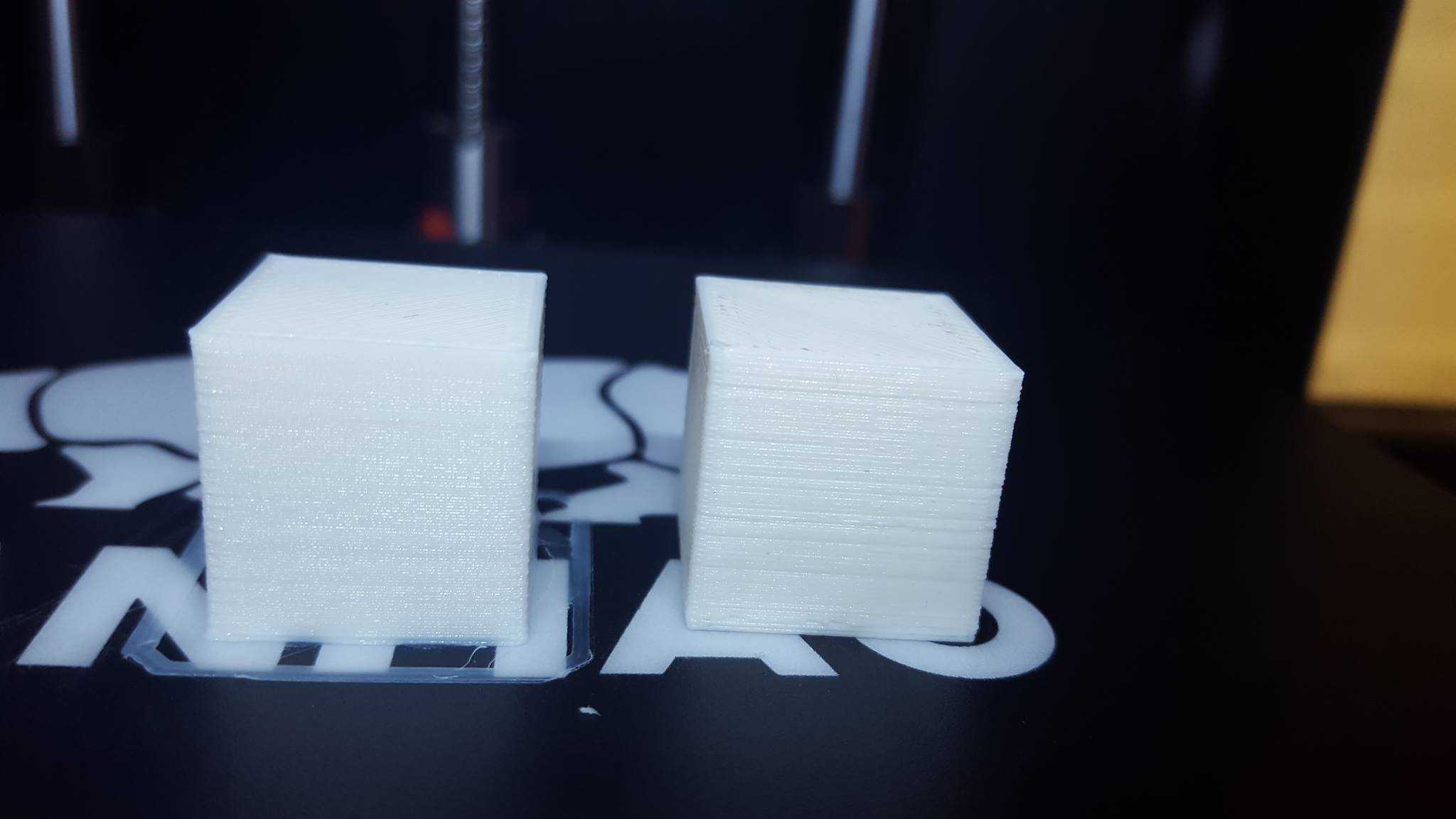
1. Differences in the final product
Exotic varieties of filaments like copper are only possible with PLA. As much as there are several similarities between the physical attributes of 3D printed objects in both PETG and PLA, each material has its unique features. For instance, physical strength is higher in PETG materials than in PLA materials. Conversely, PETG objects are more tolerant of high-temperature ranges and remain undamaged. Some PETG varieties like Arnie 3040 from Nexeo 3D can withstand up to 250 degrees Celsius without any deformity. However, the most common PETG materials can handle up to 80 degrees Celsius. On the other hand, PLA 3D printed parts cannot handle high temperatures and must be kept below 55 degrees Celsius to maintain their solid-state.
Use of parts
Depending on where the printed parts are to be used, you can always know the right filament to use between PETG and PLA. For instance, PETG parts are suitable for outdoor use because they are durable and can withstand high-temperature ranges than PLA parts. You can also use paints to make PLA parts more durable by protecting them from elements like direct sunlight. Transparency is also easier to achieve when using PETG filament.
Parts to be printed
If the parts you want to print are more complicated, then using PLA filament on a dual extruder 3D printer is the right choice. This is because more great support parts are available for PLA compared to PETG.




Colour preference
If you want exact color matching, then you should opt for PLA filaments. For instance, the Innofil PLA part matches RAL-color codes perfectly.
Post-processing needs
If you want to add more features to the final print, then PLA should be your choice. Acrylic painting, sanding, and any other post-processing work seamlessly well with PLA than PETG. You may want to test and verify the adhesion, durability, and other specifications that you want to add to the print before opting for either PLA or PETG.
Mimicking parts
PLA filaments come in wide varieties that blend comfortably. This makes it easier to mimic other materials. For instance, you can have the exact feel and look of bronze by using the Bronzeville.
Biodegradability and recycling place PLA first as it returns to the natural form when left out over time. Additionally, PLA can be recycled to produce new filaments without losing quality. Likewise, PETG is recyclable even though it does not break down easily.